
Page 93 - 《橡塑技术与装备》2026年4期
P. 93
工艺与设备
PROCESS AND EQUIPMENTS
等情况,会出现一定的间隙量,这种情况尤其在定型 带束条具备一定的宽度 d,在端部不能直接折返,而
滚压过程中,容易将带束条挤压散开,在轮胎胎肩部 是按照相关要求形成一定的弧形折返,这样本工作层
位更是极易出现,造成子午线航空轮胎的肩空、肩部 带束条缠绕宽度相比较虚拟理论缠绕宽度变小。
脱层等致命危害。 (2)随着缠绕层数径向向上增加,在带束鼓鼓面
缠绕带束层帘线角度的取值,既要考虑到带束层 上带束层缠绕直径也略微增大。
承受大部分周向应力,对胎体的箍紧作用,又要考虑 (3)这里主要还有周向方向的缠绕递进的问题,
下层胎体层和上层防刺扎保护层的层间应力过渡。经 即在轮胎周向方向上,每个工作层有宽度 d 的带束条
论证,对已经确定子午线航空轮胎缠绕带束层宽度的, 并置组成,两个连续的带束条在周向方向上并置意味
在选定直径的带束鼓上缠绕,其带束层缠绕角度 α k 可 着在同样的轴向位置(比如右端部),带束条在本次缠
以通过计算获得。通常通过将宽度 d 的带束条以周期 绕处于特定的位置,而在下一个缠绕周期在同样的轴
性曲线沿周向 “Z” 字形缠绕至半径为 R 的成型机带束 向位置,缠绕位置要比本次缠绕位置在周向方向递进
鼓面上,带束鼓呈圆柱形或中间稍粗、两端稍细、纵 d/sinα k 的长度,如此反复,才能进行 1 个缠绕工作双
切面呈弧形的铺设表面,一个缠绕周期完成一个完整 层进而完成一组缠绕周期的完整的缠绕过程。
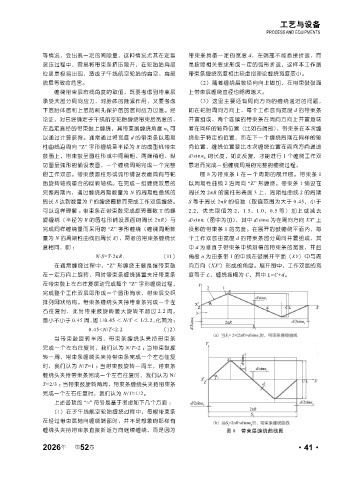
的工作双层。带束鼓圆柱形或弧形铺设表面具有与轮 图 8 为带束条 1 在一个周期的展开图。带束条 1
胎旋转轴线重合的回转轴线。在完成一组缠绕双层的 以周期性曲线 2 沿周向 “Z” 形缠绕。带束条 1 铺设在
完整周期内,通过缠绕周期数量为 N 的周期性曲线的 周长为 2πR 的圆柱形表面 3 上,周期性曲线 2 的周期
周长 S 达到数量为 T 的缠绕圈数而完成工作双层缠绕。 S 等于周长 2πR 的倍数(取值范围为大于 0.45,小于
可以这样理解 :带束条在带束鼓完成旋转圈数 T 的螺 2.2,优先取值为 2,1.5,1.0,0.5 等)加上或减去
旋缠绕(半径为 R 的圆柱形铺设表面的周长 2πR)与 d/sinα(图中为加),其中 d/sinα 为在周向方向 XX′ 上
完成同样缠绕量而采用的 “Z” 字形缠绕(缠绕周期数 投影的带束条 1 的宽度。在展开的鼓缠绕平面内,每
量为 N 的周期性曲线的周长 S),两者的带束条缠绕长 个工作双层由宽度 d 的带束条部分周向并置组成,其
度相同,即 : 中 d 为垂直于带束条中线测得的带束条的宽度,并且
N . S=T . 2πR. (11) 角度 α 为由条带 1 的中线在鼓展开平面(XY)中与周
在通常缠绕过程中,“Z” 形缠绕主要是指带束鼓 向方向(XX′)形成的角度。展开图中,工作双层的宽
在一定方向上旋转,同时带束条缠绕装置夹持带束条 度等于 L,缠绕振幅为 C,其中 L=C+d。
在带束鼓上左右往复摆动完成整个 “Z” 字形缠绕过程,
完成整个工作双层即形成一个圆形筒状、带束层交织
排列网状结构。带束条缠绕头夹持带束条完成一个左
右往复时,此时带束鼓旋转最大旋转不超过 2.2 周,
最小不小于 0.45 周,即 1/0.45 < N/T < 1/2.2,化简为:
0.45<N/T<2.2 (12)
当 带束 鼓 旋 转半 周, 带束 条 缠 绕头 夹 持 带束 条
完成一个左右往复时,我们认为 N/T≈2 ;当带束鼓旋
转一周,带束条缠绕头夹持带束条完成一个左右往复
时,我们认为 N/T≈1 ;当带束鼓旋转一周半,带束条
缠绕头夹持带束条完成一个左右往复时,我们认为 N/
T≈2/3 ;当带束鼓旋转两周,带束条缠绕头夹持带束条
完成一个左右往复时,我们认为 N/T≈1/2。
上述各项的 “≈” 符号是基于考虑如下几个方面 :
(1)在子午线航空轮胎缠绕过程中,每根带束条
在经过带束层轴向缠绕端部时,并不是想象的那样有
缠绕头夹持带束条直接折返方向继续缠绕,而是因为 图 8 带束层缠绕曲线图
2026 第 52 卷 ·41·
年