
Page 90 - 《橡塑技术与装备》2026年4期
P. 90
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
全铺满带束鼓鼓面的缠绕工作,缠绕过程如图 5 所示。 式中 :
依次类推,再进行第 2 组、第 3 组、第 4 组等带束条 Δ′— 实际缠绕 1 周跨距增量 mm ;
缠绕 [5] 。 n— 缠绕时带束鼓旋转圈数,取偶数。
由(5)、(6)式,得出 Δ′,由上式可以推导出 :
nL
S′= n−1 (7)
W′= nLtanα 0 (8)
2(n−1)
W'−W
设 ω= ,且缠绕头拐弯过程速度大小不变,
2
方向改变,可推导出 :
R= ωcosα 0 (9)
1−cosα 0
R— 缠绕过程拐角处圆弧半径 ;
ω— 虚拟缠绕宽度与实际缠绕宽度差值的二等分
值。
进一步确定 S′、W′、ω、R 等值。
子午线航空轮胎的带束层 “Z” 形缠绕过程中带束
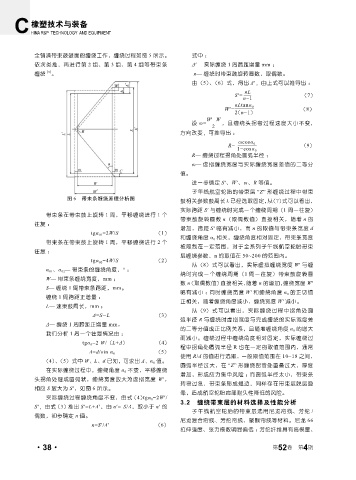
图 6 带束条缠绕原理分析图
鼓相关参数鼓周长 L 已经选取固定,从(7)式可以看出,
实际跨距 S′ 与缠绕时完成一个缠绕周期(1 周一往复)
带束条在带束鼓上旋转 1 周,平移缠绕进行 1 个
带束鼓旋转圈数 n(取偶数值)直接相关,随着 n 的
往复 :
增加,跨距 S′ 略有减小,而 n 的取值与带束条宽度 d
tgα 01 =2W/S (1)
和缠绕角度 α 0 相关,缠绕角度相对固定,带束条宽度
带束条在带束鼓上旋转 1 周,平移缠绕进行 2 个
被限制在一定范围,对于全系列子午线航空轮胎带束
往复 :
层缠绕参数,n 的取值在 50~200 的范围内。
tgα 02 =4W/S (2)
从(8)式可以看出,实际虚拟缠绕宽度 W′ 与缠
α 01 、α 02 — 带束条的缠绕角度,° ;
绕时完成一个缠绕周期(1 周一往复)带束鼓旋转圈
W— 带束条缠绕宽度,mm ;
数 n (取偶数值)直接相关,随着 n 的增加,缠绕宽度 W′
S— 缠绕 1 周带束条跨距,mm。
略有减小 ;同时缠绕宽度 W′ 和缠绕角度 α 0 的正切值
缠绕 1 周跨距正增量 :
正相关,随着缠绕角度减小,缠绕宽度 W′ 减小。
L— 速束鼓周长,mm ;
从(9)式可以看出,实际缠绕过程中拐角处圆
Δ=S-L (3)
弧半径 R 与缠绕时虚拟宽度与完成缠绕的实际宽度差
Δ— 缠绕 1 周跨距正增量 mm。
的二等分值成正比例关系,且随着缠绕角度 α 0 的增大
我们分析 1 周一个往复情况由 :
而减小。缠绕过程中缠绕角度相对固定,实际缠绕过
tgα 0 =2 W/(L+Δ) (4)
程中拐角处圆弧半径 R 也在一定的取值范围内,通常
Δ=d/sin α 0 (5)
使用 R/d 的值进行选取,一般取值范围在 10~18 之间,
(4)、(5)式中 W、L、d 已知,可求出 Δ、α 0 值。
圆弧半径过大,在 “Z” 形缠绕拐弯处重叠过大,厚度
在实际缠绕过程中,缠绕角度 α 0 不变,平移缠绕
增加,形成应力集中风险 ;而圆弧半径太小,带束条
头拐角处理成圆弧状,缠绕宽度放大为虚拟宽度 W′,
转弯过急,带束条形成翘边,同样存在带束层脱层隐
相应 S 放大为 S′,如图 6 所示。
患,造成航空轮胎肩部耐久性降低的风险。
实际缠绕过程缠绕角度不变,由式 (4)tgα 0 =2W′/
3.2 缠绕带束层的材料选择及性能分析
S′,由式 (3) 推出 S′=L+Δ′,由 n′= S/Δ,取小于 n′ 的
子午线航空轮胎的带束层选用尼龙帘线、芳纶 /
偶数,初步确定 n 值。
尼龙复合帘线、芳纶帘线、聚酮帘线等材料。尼龙 66
n=S′/Δ′ (6)
拉伸强度、张力模数明显偏低 ;芳纶纤维具有高模量、
4
·38· 第 52 卷 第 期