
Page 89 - 《橡塑技术与装备》2026年4期
P. 89
工艺与设备
PROCESS AND EQUIPMENTS
图 3 带束条缠绕工艺流程
单条多圈 “Z” 形复杂曲线缠绕形成的环形网状带
束层结构对胎体、胎冠部具有紧箍作用,有效解决了
胎体膨胀的问题,可大大降低航空轮胎冠部的离心力,
能满足航空轮胎高负荷、超高速的性能要求 [4] 。
3 缠绕带束层的结构设计
3.1 缠绕带束层的主要参数
缠绕带束层的结构设计参数包括帘线材料、角度、
密度、缠绕方式、层数等多方面,其结构设计优劣直
图 4 带束条鼓上缠绕展开及局部放大图 接影响航空轮胎的耐磨、安全、高速等使用性能。
2.3 缠绕带束层工艺性能
带束层成型方法包括带束层小角度裁断铺贴技
术、近似零度缠绕的螺旋带束条缠绕技术以及带束条
与赤道平面成一定周向角度的 “Z” 形缠绕技术,以及
以上缠绕技术中的一种或数种方式组合,是采用不同
层间排列方式、不同材料、异层不等宽等多种铺贴、
缠绕方式形成的圆形筒状带束层组合件。传统的航空
轮胎胎体带束层成型方法是将一定角度的全宽度帘布
沿轮胎周向包裹到胎体层上,每块带束层之间形成搭
接,搭接接头控制不到位会影响轮胎的静平衡。新型
带束层成型方法是将挤出法生产的带束条沿轮胎周向
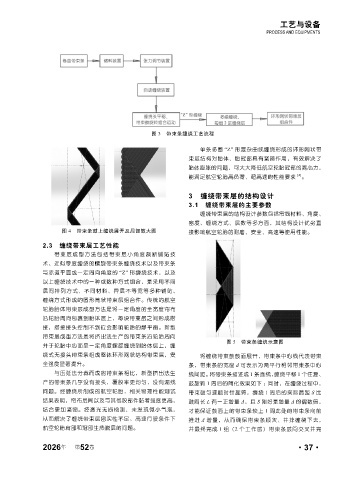
图 5 带束条缠绕示意图
并于轮胎中心面呈一定角度螺旋缠绕到胎体层上,缠
绕式无接头带束条组成整体环形网状结构带束层,安 将缠绕带束鼓鼓面展开,带束条中心线代表带束
全强度显著提升。 条,带束条的宽度 d 可表示为两平行相邻带束条中心
与压延法分裁而成的带束条相比,新型挤出法生 线间距。将带束条描述成 1 条直线,缠绕平移 1 个往复、
产的带束条几乎没有接头,覆胶率更均匀,没有漏线 鼓旋转 1 周后的简化效果如下 :同时,在缠绕过程中,
问题。经缠绕所制成的航空轮胎,相关物理性能测试 带束鼓匀速顺时针旋转,缠绕 1 周后的实际跨距 S 比
结果表明,帘布层间以及与其他胶部件黏着强度更高, 鼓周长 L 有一正增量 Δ,且 S 刚好是增量 Δ 的偶数倍,
结合更加紧密。经激光无损检测,未发现微小气泡, 才能保证鼓面上的带束条较上 1 周此处的带束条向前
从而解决了缠绕带束层密实性不足、高速行驶条件下 推进 Δ 增量,从而确保带束条顺次、并排缠绕下去,
航空轮胎肩部和冠部生热脱层的问题。 并最终完成 1 组(2 个工作层)带束条层间交叉并完
2026 第 52 卷 ·37·
年