
Page 97 - 《橡塑技术与装备》2026年4期
P. 97
工艺与设备
PROCESS AND EQUIPMENTS
置温度,后 3 h 硫化温度变化较小,可将 135 ℃作为 硫化 60 min 到硫化平坦期,结合硫化工艺,根据图 1
后续胶料性能验证和与钢板黏接实验的验证温度 ;第 可知,第 5 层胶片在 110 ℃时已硫化 5.5 h,硫化 4 h
2 层胶片在硫化 5 h 后达到 122 ℃,后面的 2 h 硫化 后到 90 ℃,硫磺发生反应,因此第 5 层胶片在硫化 6.5
温度变化较小,可将 122 ℃作为后续胶料性能验证和 h 后已完成硫化反应。
与钢板黏接实验的验证温度 ;第三层胶片在硫化 5.5 h
后达到 110 ℃左右,后 1.5 h 硫化温度变化较小,可
将 110 ℃作为后续胶料性能验证和与钢板黏接实验的
验证温度。
图 2 硫化过程中支座不同胶层测试温度的硫化特性曲线
2.3 物理性能
对半成品胶料按支座不同胶层的硫化温度进行硫
化,支座各胶层的物理性能如下表 2 所示。
表 2 支座各胶层的物理性能
图 1 支座各胶层的温度随时间的变化曲线
温度 邵氏 A/ 度 拉伸强度 断裂伸长率 定伸应力
/ 硫化时间 /MPa /% 150%/MPa
2.2 硫化特性 143 ℃ /15min 57 20 543 3.2
135 ℃ /3h 60 15 500 3.8
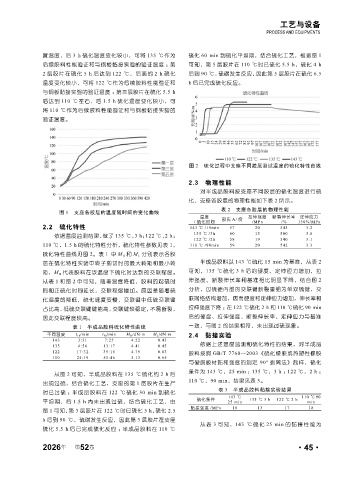
依据温度监测结果,做了 135 ℃, 3 h; 122 ℃, 2 h;
122 ℃ /2h 58 19 540 3.1
110 ℃,1.5 h 的硫化特性分析,硫化特性参数见表 1, 110 ℃ /90min 59 20 542 3.3
硫化特性曲线见图 2。表 1 中 M H 和 M L 分别表示各胶
层在硫化特性实验中转子剪切时的最大转矩和最小转 半成品胶料以 143 ℃硫化 15 min 为基准,从表 2
矩,M H 代表胶料在该温度下硫化时达到的交联程度。 可知,135 ℃硫化 3 h 后的硬度、定伸应力增加,拉
从表 1 和图 2 中可知,随着温度降低,胶料的起硫时 伸强度、断裂伸长率和基准相比明显下降,结合图 2
间和正硫化时间延长,交联程度增加。原因是随着硫 分析,过硫使内部的交联键断裂重组为单双硫键,交
化温度的降低,硫化速度变慢,交联键中低硫交联键 联网络结构增加,因而硬度和定伸应力增加,伸长率和
占比高,低硫交联键键能高,交联键较稳定,不易断裂, 拉伸强度下降 ;在 122 ℃硫化 2 h 和 110 ℃硫化 90 min
因此交联程度较高。 后的硬度、拉伸强度、断裂伸长率、定伸应力与基准
表 1 半成品胶料硫化特性曲线 一致,与图 2 的结果相符,未出现过硫现象。
不同温度 t 10 /min t 90 /min M H /dN . m M L /dN . m 2.4 黏接实验
143 3:31 7:25 4.22 0.43
135 6:56 13:17 4.41 0.45 依据上述温度监测和硫化特性的结果,对半成品
122 17:32 39:16 4.79 0.63 胶料按照 GB/T 7760—2003《硫化橡胶或热塑性橡胶
110 24:19 55:46 5.13 0.65
与硬质板材黏和强度的测定 90° 剥离法》制样,硫化
条件为 143 ℃,25 min ; 135 ℃,3 h ; 122 ℃,2 h ;
从图 2 可知,半成品胶料在 135 ℃硫化约 2 h 后
110 ℃,90 min,结果见表 3。
出现过硫,结合硫化工艺,支座的第 1 层胶片在生产
表 3 半成品胶料黏接实验结果
时已过硫 ;半成品胶料在 122 ℃硫化 30 min 到硫化
143 ℃ 135 ℃ 3 h 122 ℃ 2 h 110 ℃ 90
平坦期,后 1.5 h 内未出现过硫,结合硫化工艺,由 硫化条件 25 min min
图 1 可知,第 3 层胶片在 122 ℃时已硫化 5 h,硫化 2.5 黏接强度 /MPa 18 13 17 18
h 后到 90 ℃,硫磺发生反应,因此第 3 层胶片在支座
从表 3 可 知,143 ℃硫化 25 min 的黏接性能为
硫化 5.5 h 后已完成硫化反应 ;半成品胶料在 110 ℃
年
2026 第 52 卷 ·45·