
Page 88 - 《橡塑技术与装备》2026年4期
P. 88
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
与带束层骨架材料有直接关系,对帘线的性能要求如 2 缠绕带束层的生产工艺
下 [1] : 子午线航空轮胎使用上述综合性能优越的纤维帘
(1)带束层紧固轮胎胎体,承载较大的拉伸周向 线作带束层骨架材料,由 5~10 根帘线经整齐排列,
应力,因此带束层帘线必须具有高强度、高模量、定 挤出法覆胶生产出宽度 8~14 mm 的带束条,再由成型
伸变形小特性。 机上配套专用自动缠绕装置单条多圈 “Z” 形缠绕形成
(2)多层结构的带束层与橡胶的黏合水平会直接 环形网状带束层组合件。
影响到子午线航空轮胎的使用性能和寿命,因此带束 2.1 带束条挤出工艺
层帘线与橡胶的黏合性能要好。 带束条挤出法生产工艺主要包括线辊锭子架安
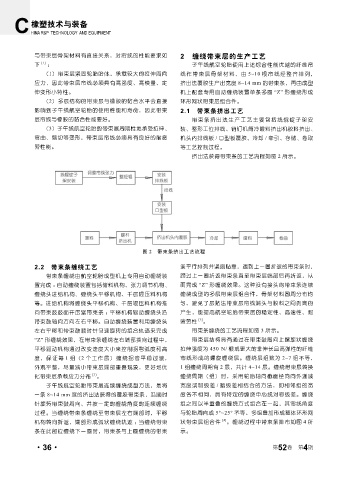
(3)子午线航空轮胎的带束层周期性地承受拉伸、 装、整形工位排线、销钉机筒冷喂料挤出机胶料挤出、
弯曲、剪切等变形,带束层帘线必须具有良好的耐疲 机头内排线板 / 口型板覆胶、冷却 / 牵引、存储、卷取
劳性能。 等工艺控制过程。
挤出法获得带束条的工艺流程如图 2 所示。
图 2 带束条挤出工艺流程
2.2 带束条缠绕工艺 条平行排列并紧密贴靠,遇到上一圈折返的带束条时,
带束条缠绕由航空轮胎成型机上专用自动缠绕装 跨过上一圈折返带束条直至带束层端部后再折返,从
置完成 :自动缠绕装置包括储料机构、张力调节机构、 而完成 “Z” 形缠绕效果。这种没有接头的带束条连续
缠绕头进给机构、缠绕头平移机构、千层辊压料机构 缠绕成型的多层带束层组合件,骨架材料圆周分布均
等。进给机构将缠绕头平移机构、千层辊压料机构推 匀、避免了层贴法带束层帘线端头与胶料之间剥离的
向带束鼓鼓面并压紧带束条 ;平移机构驱动缠绕头沿 产生,能提高航空轮胎带束层的稳定性、高速性、耐
带束鼓轴向方向左右平移。自动缠绕装置利用缠绕头 疲劳性 [3] 。
左右平移和带束鼓顺时针匀速旋转的组合轨迹来完成 带束条缠绕的工艺流程如图 3 所示。
“Z” 形缠绕效果,在带束条缠绕左右端部换向过程中, 带束层结构具有通过在带束鼓周向上螺旋状缠绕
平移驱动机构通过改变速度大小来控制拐弯弧度和高 拉伸强度为 450 N/ 根或更大的非伸长且高弹性的纤维
度,保证每 1 组(2 个工作层)缠绕拐弯平稳过渡, 帘线形成的螺旋缠绕层。缠绕层组数为 2~7 组不等,
外观平整,尽量减小带束层端部重叠现象,更好地优 1 组缠绕周期有 2 层,共计 4~14 层。缠绕带束层转换
化带束层承载应力分布 [2] 。 缠绕周期(组)时,采用轮胎轴向截面径向向外递减
子午线航空轮胎带束层连续缠绕成型方法,是将 宽度或明级差 / 暗级差相结合的方法,即相邻组的宽
一条 8~14 mm 宽的挤出法获得的覆胶带束条,沿顺时 度各不相同,具有特定的缠绕中心线对称级差。缠绕
针旋转带束鼓周向、并按一定的缠绕角度的连续缠绕 组之间以半重叠的缠绕方式组合在一起,其帘线角度
过程。当缠绕带束条缠绕至带束层左右端部时,平移 与轮胎周向成 5°~25° 不等,多组叠加形成整体环形网
机构转向折返,端部形成弧状缠绕轨迹 ;当缠绕带束 状带束层组合件 [4] 。缠绕过程中带束条排布如图 4 所
条在此部位缠绕下一圈时,带束条与上圈缠绕的带束 示。
4
·36· 第 52 卷 第 期