
Page 125 - 《橡塑技术与装备》2026年3期
P. 125
产品与设计
PRODUCT AND DESIGN
坯无法在最佳的取向拉伸位置上均匀加热,难以保证 过螺纹将分流器支架固定压紧。其特点在于 :分流锥
管坯整体扩张的均匀性,使得拉伸后的管材存在壁厚 和中空芯棒连接套之间设有涡轮连接的输出轴的一端
不均匀、管体容易变形等问题,导致取向拉伸成形后 设有螺栓固定连接钢丝绳,钢丝绳的另一端连接着取
的管材性能下降,严重影响管材的使用强度。同时, 向拉伸装置,取向拉伸装置通过涡轮的涡轮手柄转动
生产时若温度控制不当,管坯在较低温度下拉伸,物 使输出轴将钢丝绳缠绕牵引取向拉伸装置前后移动,
料通过取向拉伸装置时牵引阻力增大,生产不稳定, 所述涡轮固定板 7 上设有连接通孔,通过涡轮固定板
甚至造成停机。此时需要调整钢丝绳的长短,重新开 设有的通孔与机头连接体和机头体设有的螺纹孔将涡
机生产。影响了生产效率,造成了废品,增大了成型 轮连接固定。
管材成本。为此,针对取向拉伸装置在在线生产中出
现的受热不均匀、成型的管材强度低等问题,设计了 3 结合管材机头的整体结构的附图做进
一种利用涡轮牵引双轴取向拉伸装置的挤出管材机头, 一步的介绍
使取向拉伸装置在在线生产过程中中可灵活调整位置, 3.1 一种利用涡轮牵引双轴取向拉伸装置的
进行前后移动。其结构特点在于 :挤出管材机头内部 挤出管材机头
的分流锥和中空芯棒之间设有与涡轮连接的输出轴, 如图 1 所示,一种利用涡轮牵引双轴取向拉伸装
输出轴的一端通过螺纹固定连接钢丝绳,钢丝绳的另 置的挤出管材机头,主要包括机头体连接体、分流器
一端连接取向拉伸装置,取向拉伸装置通过蜗轮的手 支架、机头体、涡轮、涡轮手柄、模口及压环套,其
柄,输出轴缠绕钢丝绳,牵引取向拉伸装置前后移动。 中机头连接体、机头体、口模及压环套,还包括依次
通过在线调整取向拉伸装置的位置,使管坯保持在理 连接的分流锥、螺栓、钢丝绳、输出轴、中空芯棒连
想的加热温度状态下加热,保证了管坯整体扩张的均 接套、中空芯棒过渡套和中空芯棒等部件组成。其挤
匀性。同时,整个挤出管材机头结构设计简单,不用 出管材机头的主要部件特点在于 :
停机调换取向拉伸装置的位置,减少了废品,节省了
时间和人力成本。另外,传统塑料管材挤出机头一般
使用实体芯棒和分流锥结构,结构比较笨重,拆装费
时费力 [2] ,加热和冷却时间相对较长。为了节省加热
能源和拆装操作时间、减轻机头整体的重量,节约材
料成本。
2 挤出管材机头的整体结构
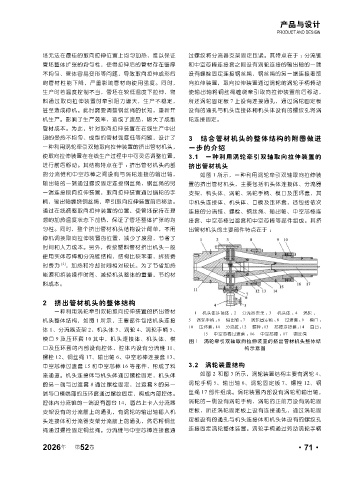
一种利用涡轮牵引双轴取向拉伸装置的挤出管材 1— 机头体连接体; 2— 分流器支架 ; 3— 机头体 ; 4— 涡轮 ;
机头整体结构,如图 1 所示,主要部件包括机头连接 5— 涡轮手柄 ; 6— 输出轴 ; 7— 涡轮固定板 ; 8— 过渡套 ; 9— 模口 ;
10— 压环套; 14— 分流锥; 12— 螺栓; 13— 芯棒连接套; 14— 圆台;
体 1、分流器支架 2、机头体 3、涡轮 4、涡轮手柄 5、
15— 中空芯棒过渡套 ; 16— 中空芯棒 ; 17— 钢丝绳
模口 9 及压环套 10 其中,机头连接体、机头体、模
图 1 涡轮牵引双轴取向拉伸装置的挤出管材机头整体结
口及压环套的内部设有腔体,腔体内设有分流锥 11、 构示意图
螺栓 12、钢丝绳 17、输出轴 6、中空芯棒连接套 13、
中空芯棒过渡套 15 和中空芯棒 16 等部件,形成了料 3.2 涡轮装置结构
流通道。机头连接体与机头体通过螺栓固定,机头体 如图 2 和图 3 所示,涡轮装置结构主要有涡轮 4、
的另一端与过渡套 8 通过螺栓固定,过渡套 8 的另一 涡轮手柄 5、输出轴 6、涡轮固定板 7、螺栓 12、钢
端与口模端部的压环套通过螺纹固定,构成内部腔体。 丝绳 17 部件组成。涡轮装置内部设有涡轮和输出轴,
腔体内分流锥的一端设有圆台 14,圆台上卡入分流器 涡轮的一侧设有涡轮手柄,涡轮的正前方设有涡轮固
支架设有的分流筋上的通孔,有涡轮的输出轴插入机 定板,所述涡轮固定板上设有连接通孔,通过涡轮固
头连接体和分流器支架分流筋上的通孔,然后将钢丝 定板设有的通孔与机头连接体和机头体设有的螺纹孔
绳通过螺栓固定钢丝绳。分流锥与中空芯棒连接套通 连接固定涡轮整体装置。涡轮手柄通过转动涡轮手柄
年
2026 第 52 卷 ·71·