
Page 121 - 《橡塑技术与装备》2026年3期
P. 121
产品与设计
PRODUCT AND DESIGN
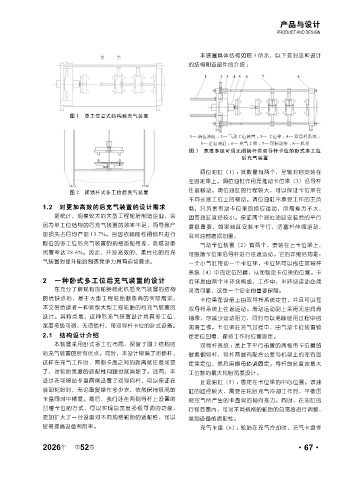
本装置具体结构如图 3 所示,以下是对这种设计
的结构和各部件的介绍 :
图 1 单工位立式结构后充气装置
1— 调位油缸 ; 2— 气动卡位装置 ; 3— 卡位梁 ; 4— 双导杆系统 ;
5— 止退油缸 ; 6— 充气卡盘 ; 7— 可移动梁 ; 8— 机架
图 3 宽度多级可调无闭锁杆带双导杆卡位的卧式多工位
后充气装置
调位油缸(1):其数量有两个,呈轴对称安装在
左固定梁上。调位油缸作用是推动卡位梁(3)沿导杆
图 2 闭锁杆式多工位后充气装置 往返移动。调位油缸的行程较大,可以保证卡位梁在
不同长度工位上的移动。调位油缸不承受工作的主负
1.2 对更加高效的后充气装置的设计需求 载,只负责带动卡位梁的换位运动,所需推力不大,
据统计,规模较大的大型工程轮胎制造企业,会 因而油缸直径较小。保证两个调位油缸安装后的平行
因为单工位结构的后充气装置的效率不足,而导致产 度很重要,如果油缸安装不平行,活塞杆伸缩运动,
能损失占日均产能 13.7%。且因依赖刚性闭锁杆进行 会对油封磨损加重。
限位的多工位后充气装置的规格适配性差,造成设备 气动卡位装置(2)有两个,安装在上卡位梁上,
闲置率达 28.6%。因此,开发高效的、柔性化的后充 可跟随卡位梁沿导杆进行往返运动。它的详细结构是:
气装置对提升轮胎制造竞争力具有迫切需求。 一个小气缸带动一个卡位环,卡位环可以抱住双导杆
系统(4)中的定位凹槽,从而锁定卡位梁的位置。卡
2 一种卧式多工位后充气装置的设计 位环是由两个半环块构成,工作中,半环块运动必须
在充分了解现有的轮胎硫化机后充气装置的结构 灵活可靠,这是一个安全的重要保障。
的优缺点后,基于大型工程轮胎制造商的实际需求, 卡位梁在设备上由双导杆系统定位,并且可以在
本文带给读者一种新型大型工程轮胎的后充气装置的 双导杆系统上往返运动。滑动运动副上采用无油润滑
设计。其特点是,这种后充气装置设计具有多工位、 轴承,可减少运动阻力,同时可以免除使用过程中的
宽度多级可调、无闭锁杆、带双导杆卡位的卧式设备。 润滑工作。卡位梁在充气过程中,由气动卡位装置锁
2.1 结构设计介绍 定定位凹槽,保持工作时位置固定。
本装置采用卧式多工位布局,保留了图 2 结构的 双导杆系统 :是上下平行布置的两根带卡位槽的
后充气装置的所有优点。同时,本设计取消了闭锁杆, 碳素钢导杆,导杆两端有配合公差与机架上的左右固
这样在充气工作时,两侧卡盘之间的距离就任意可变 定梁定位,然后用螺母锁紧固定。导杆的长度按最大
了,对轮胎宽度的适配性问题也就消除了。还有,本 工位数的最大轮胎宽度设计。
设计在可移动卡盘两侧设置了双导向杆,可以保证在 止退油缸(5):固定在卡位梁的中心位置。该油
装卸轮胎时,无论重复操作多少次,依然保持很高的 缸的缸径较大,需要在轮胎充气冷却工作时,平衡压
卡盘间对中精度。最后,我们还在两侧导杆上设置的 缩空气所产生的卡盘间的轴向推力。同时,在油缸的
凹槽卡位的方式,可以实现总宽度多级可调的功能, 行程范围内,可对不同规格的轮胎的总宽度进行调整,
更加扩大了一台设备对不同规格轮胎的适配性,可以 增加设备的适配性。
显著提高设备利用率。 充气卡盘(6):轮胎在充气冷却时,充气卡盘作
年
2026 第 52 卷 ·67·