
Page 116 - 《橡塑技术与装备》2026年3期
P. 116
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
产品表面有缩痕风险 ;零件由两个凹槽组成,凹槽尺
寸 280×100,凹槽底部上下均布有 16 个直径为 8 mm
的锥孔、4 个较大通孔以及多个小孔,对材料流动走
向产生较大影响,特别是锥孔边缘,易产生困气缺陷;
壳体四周有复杂的岛屿结构,岛屿深度大,也易产生
困气缺缺陷。客户要求在产品的顶面中心处设置入浇
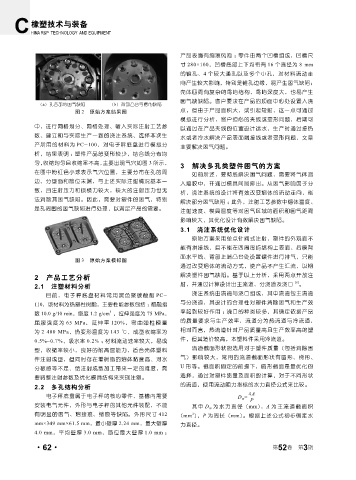
(a)孔各部的困气缺陷 (b)背部凸台与槽的缺陷
图 2 原始方案结果图 点,但由于产品面积大,或引起短射,这一点可通过
模拟进行分析,客户担心的夹线或变形问题,后期可
中,进行网格划分、网格处理、输入实际注射工艺参 以通过在产品夹线的位置设计运水,生产时通过接热
数、建立和与实际生产一致的浇注系统、选择本次生 水或者冷水解决产品表面融接线或者变形问题,文章
产所用的材料为 PC-100,对电子秤底盘进行模拟分
主要解决困气问题。
析,结果表明 :塑件产品总变形较少,结合线分布均
匀,收缩均匀且收缩率不高,主要出现气穴如图 3 所示,
3 解决多孔类塑件困气的方案
在图中粉红色小球表示气穴位置,主要分布在孔的周
如前所述,要彻底解决困气问题,需要将气体溶
边、分型面和筋位末端,与上述实际注射情况基本一
入熔胶中,并通过模具间隙排出。从困气影响因子分
致,且注射压力和锁模力较大,较大的注射压力也无
析,浇注系统的设计将有效改变熔体的流动走向,能
法消除其困气缺陷。因此,需要对塑件的困气,特别
解决部分困气缺陷 ;此外,注射工艺参数中熔体温度、
是孔周围的困气缺陷进行处理,以满足产品的需要。
注射速度、模具温度等对困气区域的面积和困气距离
影响较大,其优化设计有效解决困气缺陷。
3.1 浇注系统优化设计
原始方案采用单点针阀式注射,塑件的外观面不
能有拼接线,且不能在四周岛屿结构上表面、后模背
面水平线、背部上端凸台处设置镶件进行排气,只能
图 3 原始方案模拟图
通过改变熔体的流动方式,使产品不产生汇流,以期
2 产品工艺分析 解决塑件困气缺陷。基于以上分析,采用两点开放注
2.1 注塑材料分析 射,并通过计算设计出主流道、分浇道及浇口 [6] 。
目前,电子秤底盘材料常用黑色聚碳酸酯 PC- 浇注系统由流道与浇口组成,其中流道包主流道
110,该材料为热塑性树脂,主要性能参数包括 :熔融指 与分浇道,其设计的合理性对塑件消除困气和生产效
3
数 10.0 g/10 min,密度 1.2 g/cm ,拉伸强度为 75 MPa, 率起到较好作用 ;浇口的种类较多,其确定依据产品
屈服强度为 65 MPa,延伸率 120%,弯曲弹性模量 的质量要求与生产效率,流道分为热流道与冷流道,
为 2 400 MPa,热变形温度为 143 ℃,成型收缩率为 相对而言,热流道针对产品质量高且生产效率高的塑
件,但其造价较高,本塑料件采用冷流道。
0.5%~0.7%,吸水率 0.2% ;材料流动速率较大,易成
型,收缩率较小,良好的耐高温能力,适合壳体塑料 流道截面形状的选用对于塑件质量(包括消除困
件注射成型,但同时存在着树脂的熔体黏度高、对水 气)影响较大,常用的流道截面形状有圆形、梯形、
分敏感等不足、给注射成型加工带来一定的难度,需 U 形等。截面积固定的前提下,圆形截面是最优化的
要调整注射参数及优化模具结构来实现注塑。 选择,通过对塑件质量及面积的计算,对于不同形状
2.2 多孔结构分析 的流道,使用流动阻力指标的水力直径公式来比较。
4A
电子秤底盘属于电子秤的核心零件,基槽内需要 D w =
P
安装电气元件,外形与电子秤的其他元件装配,不能 其 中 D w 为水力直径(mm),A 为主流道截面积
有明显的困气、熔接痕、缩痕等缺陷。外形尺寸 412 (mm ),P 为周长(mm)。根据上述公式初步确定水
2
mm×349 mm×61.5 mm,最小壁厚 2.24 mm,最大壁厚 力直径。
4.0 mm,平均壁厚 3.0 mm,筋位最大壁厚 1.0 mm ;
3
·62· 第 52 卷 第 期