
Page 115 - 《橡塑技术与装备》2026年3期
P. 115
设备管理与维护
EQUIPMENT MANAGEMENT AND MAINTENANCE
多孔类塑料件困气特性分析及优化策略
陈丽,任小鸿,刘惺,梅静
( 四川化工职业技术学院机械工程系,四川 泸州 646099)
摘要 : 注塑过程中,多孔类塑料件困气问题是制约制件性能的主要因素。以典型电子秤底盘为研究对象,从困气的机理出发,
充分考虑浇注方式及注射工艺参数对困气产生的影响,构建了两点开放式浇注方式,改变浇注中熔体的流动趋势,减少困气产生
的可能 ;结合正交实验法,将注射工艺参数在 Moldflow 软件进行模拟,确定最优工艺参数,明显减少了多孔类塑料件困气现象。
实施结果表明 :塑料注射充填时间为 2.582 s,最大压力为 66.2 MPa,最大锁模力为 638.7 tone,整体变形值 1.93 mm,未发现有
明显的困气现象,完全满足产品使用要求。优化后浇注方式及工艺参数显著降低产品的困气可能,为类似产品困气特性分析提供
借鉴,推动多孔类塑料件注塑的快速发展。
关键词 : 多孔类,困气 ;浇注系统 ; Moldflow
中图分类号 : TQ320.63 文章编号 : 1009-797X(2026)03-0061-05
文献标识码 : B DOI:10.13520/j.cnki.rpte.2026.03.013
0 引言 困气现象的影响,并提出有关应对措施,研究成果将
塑料制件质轻、绝缘性强、性能稳定、加工性能 为相关理论成果的完善和注塑成型过程中多孔塑料件
好,广泛应用于汽车、家电及电子产品中,已成为日 困气的消除提供可靠的依据。
常生活产品的主要组成部分。根据结构与装配的需要,
出现了较多多孔类塑料件,由于有孔洞的存在,多孔
类塑料件易产生困气、气泡、真空泡、乱流痕、冷料
斑等缺陷,最常见的缺陷是困气。困气是由于熔体前
沿汇聚,型腔中气体被困在塑件内部或型腔表面形成
的气泡 [1] 。注塑过程中的困气现象会导致制件出现熔
接痕、眼纹等缺陷,影响塑件的表面质量和力学性能。
要将困气问题彻底解决,必须将困在熔体中的气
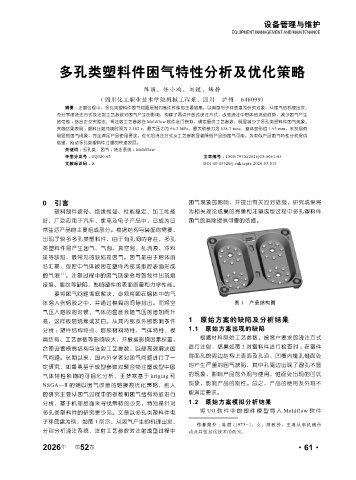
体溶入到熔胶之中,并通过模具的间隙排出。而将空 图 1 产品结构图
气压入熔胶的时候,气体的温度会随气压的增加而升
高,这样极易烧焦或发白。从其内部及外部影响条件 1 原始方案的缺陷及分析结果
分析 :塑件结构特点、熔胶材料特性、气体特性、模 1.1 原始方案出现的缺陷
具结构、工艺参数等影响较大,并根据影响因素权重, 根据材料原始工艺参数,按客户要求的浇注方式
进行注射,结果如图 2 对塑料件进行检查时 :在塑件
合理设置模具结构与注射工艺参数,以便高效解决困
气问题。长期以来,国内外学者对困气问题进行了一 背面孔的周边结构上表面及孔沿、凹槽内锥孔锥面处
定研究,如鲁勇基于成型参数对聚合物注塑成型中困 均产生严重的困气缺陷,其中孔周边出现了圆孔不圆
气体特性影响的可视化分析,王梦寒基于 kriging 和 的现象,影响产品的外观与使用,锥面处出现的凹坑
NSGA—Ⅱ 的辅以困气改善的熔接痕优化策略,前人 现象,影响产品的刚性。总之,产品的使用及外观不
的研究主要从困气过程中的参数和困气结构特征进行 能满足要求。
分析,基于机理层面来寻找策略的少见,特别是针对 1.2 原始方案模拟分析结果
多孔类塑料件的研究更少见。文章以多孔类塑料件电 将 UG 软件中的塑件模型导入 Moldflow 软件
子秤底盘为例,如图 1 所示,从困气产生的机理出发,
作者简介 :陈丽 (1975-),女,副教授,主要从事机械传
分别分析浇注系统、注射工艺参数对注射成型过程中 动及其信息化技术的研究。
年
2026 第 52 卷 ·61·