
Page 113 - 《橡塑技术与装备》2026年3期
P. 113
测试与分析
TEST AND ANALYSIS
1.5 实验讨论 轮胎胎面胶的硫化温度有利于提高其综合性能。
采用双螺杆挤出机将胶料挤出,模压成型,硫化
温度分别为 140 ℃、150 ℃、160 ℃、170 ℃、180 2 实验结果分析
℃ [4] 。电子万能试验机测试胎面胶的力学性能,测试 2.1 温度测试硫化胶分子变化测试
结果见表 1。由表 1 可以看出,随着硫化温度的升高, 从上述实验结果可以看出,随着硫化温度的升高,
在 180 ℃时达到最大值,轮胎胎面胶的硬度下降,耐 轮胎胎面胶的硫化胶分子结构发生变化,但其性能指
磨性提升,其中硬度从 140 ℃时持续下降,耐磨性能 标均未发生明显变化,即轮胎胎面胶在不同硫化温度
也随着硫化温度的升高而下降,当硫化温度为 180 ℃ 下其性能指标均满足使用要求。这主要是因为胎面胶
时胎面胶的综合性能最好。经调研发现轮胎投入使用 在硫化过程中,分子结构发生了变化,同时各项性能
后需要保持一定的硬度,但硬度过高,则轮胎在长时 指标也会随着硫化温度的升高而发生变化 [5] 。就下表
间使用后会发生硬度增加,出现老化、发脆、断裂等 1 中内容所示,不同温度下轮胎物理机械能中,180
情况,冬季则更为严重。随着硫化温度的升高,胎面 ℃下轮胎拉伸强度最低,拉伸伸长率最高,硬度、回
胶的拉伸强度和剪切强度达到最大值。可见,在实际 弹度、撕裂强度也均达到最佳,伸张疲劳度最低,轮
生产中胎面胶性能随硫化温度变化较为明显,控制好 胎性能最好。
表 1 不同温度下轮胎物理机械能测试情况分析
硫化温度 /℃ 140 150 160 170 180
拉伸强度 /MPa 1.85±0.18 1.95±0.19 2.00±0.17 1.80±0.08 1.75±0.07
拉断伸长率 /% 416±30 404±8 420±8 383±17 420±10
硬度 (Shore A) 31.5±0.1 31.3±0.1 31.2±0.1 30.9±0.2 29.2±0.1
回弹 /% 69.5±0.9 70.0±0.5 67.0±0.7 63.8±0.6 63.6±0.4
撕裂强度 12.7±0.1 12.8±0.7 13.3±1.5 15.1±0.5 15.7±2.4
100% 伸张疲劳 85.5±1.0 70.3±1.0 46.6±1.0 29.9±1.0 17.7±1.0
此外,随着硫化温度的升高,胎面胶中的交联间 对于轮胎胎面胶,其物理机械性能主要包括硬度、
密度减小 ;当硫化胶中含有较多交联结构时,会导致 拉伸强度、拉断伸长率、硬度、回弹率、撕裂强度等
胎面胶交联密度降低,从而影响轮胎胎面胶力学性能 方面,需要实验人员根据不同温度下的反应记录的同
和耐热老化性能。随着硫化温度的升高,轮胎胎面胶 时,明确相应温度下轮胎橡胶的稳定性。通过实验热
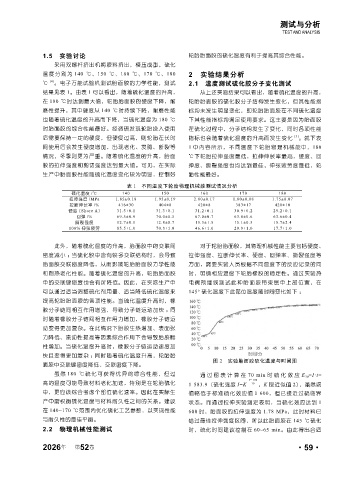
中的交联键密度也会有所降低。因此,在实际生产中 电偶预埋线测试此种胎面胶带束层中上部位置,在
可以通过适当调整硫化剂用量、适当降低硫化温度来 145° 硫化温度下此部位温度随时间变化如下 :
提高轮胎胎面胶的各项性能。当硫化温度升高时,橡
胶分子链间相互作用增强,导致分子链运动加快 ;同
时随着橡胶分子链间相互作用力增加,橡胶分子链运
动变得更加复杂。在此情况下胎胶生热增加、表面张
力降低、流动性提高等因素综合作用下会导致胎胶脆
性增加。当硫化温度升高时,橡胶分子链运动速度加
快且变得更加复杂 ;同时随着硫化温度升高,轮胎胎
图 2 实验胎面胶硫化温度与时间图
面胶中交联键密度降低、交联密度下降。
虽然 180 ℃硫化可获得优异的综合性能,但过 通过图表计算在 70 min 时硫化效应 E 70 =I·t=
T-100
高的温度可能导致材料老化加速,特别是在轮胎硫化 1 583.9(硫化强度 I=K 10 ,K 取近似值 2),虽然该
中,更应该综合考虑个部位硫化速率。因此在实际生 值略低于标准硫化效应值 1 600,但已接近过硫临界
产中需权衡硫化温度与材料耐久性之间的关系。建议 状态。而通过拉伸实验测定表明,当硫化效应达到 1
在 140~170 ℃范围内优化硫化工艺参数,以实现性能 600 时,胎面胶的拉伸强度为 1.78 MPa,此时材料已
与耐久性的最佳平衡。 错过最佳拉伸强度区间,所以此胎面胶在 145 ℃硫化
2.2 物理机械性能测试 时,硫化时间建议控制在 60~65 min。由此得出合适
年
2026 第 52 卷 ·59·