
Page 67 - 《橡塑技术与装备》2026年4期
P. 67
新技术与新产品
NEW TECHNOLOGIES AND PRODUCTS
一种带束鼓纠偏贴合结构及控制方法和
控制系统
吴鹏
( 天津赛象科技股份有限公司,天津 300384)
摘要 : 现有的载重三鼓轮胎成型机有三鼓两机箱和三鼓三机箱两种结构。其中,三鼓两机箱成型机采用带束鼓和成型鼓共用
一个机箱,由于具有线内贴合无径向移动动作的特点,生产效率更高 ;但由于成型鼓安装距离机箱较远,导致挠度较大且无法单
独调整。本次提供一种解决上述技术问题的带束鼓纠偏结构,以及贴合控制方法和控制系统。
关键词 : 线内带束鼓机箱 ;纠偏 ;控制方法 ;控制系统
引用论文 : 吴鹏 . 一种带束鼓纠偏贴合结构及控制方法和控制系统 [J]. 橡塑技术与装备,2026, 52(4):21-24.
中图分类号 : TQ330.493 文章编号 : 1009-797X(2026)04-0021-04
文献标识码 : B DOI:10.13520/j.cnki.rpte.2026.04.005
现有的载重三鼓轮胎成型机有三鼓两机箱和三鼓
三机箱两种结构形式的机型。其中,三鼓两机箱成型
机在结构设计上,采用带束鼓和成型鼓共用一个机箱,
以实现二者的动作驱动 ;与三鼓三机箱成型机相比,
该机型由于具有线内贴合无径向移动动作的特点,使
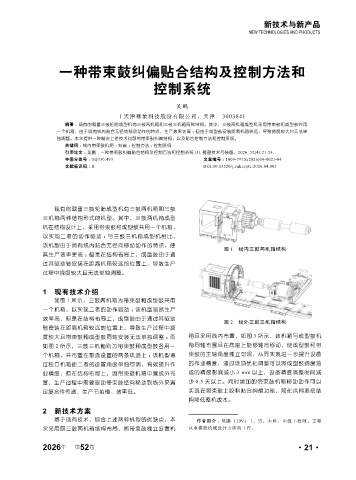
图 1 线内三鼓两机箱结构
其生产效率更高 ;但是在结构布局上,成型鼓由于通
过其驱动轴安装在距离机箱较远的位置上,导致生产
过程中挠度较大且无法单独调整。
1 现有技术介绍
如图 1 所示,三鼓两机箱为带束鼓和成型鼓共用
一个机箱,以实现二者的动作驱动 ;该机型虽然生产
效率高,但是在结构布局上,成型鼓由于通过其驱动
图 2 线外三鼓三机箱结构
轴安装在距离机箱较远的位置上,导致生产过程中挠
度较大且带束鼓和成型鼓同轴安装无法单独调整 ;而 箱且采用线内布置,如图 3 所示,该机箱与成型鼓机
如图 2 所示,三鼓三机箱则为带束鼓和成型鼓各用一 箱同轴布置且在底座上能够轴向移动,使成型鼓和带
个机箱,并布置在垂直设置的两条轨道上 ;该机型通 束鼓的主轴角度独立可调,从而实现进一步提升设备
过独立机箱使二者的设置角度单独可调,有效提升作 的作业精度,通过该项优化调整可以将成型鼓挠度造
业精度,但在结构布局上,因带束鼓机箱中置线外布 成的精度影响减小 3 mm 以上,设备精度调整时间减
置,生产过程中需要驱动带束鼓径向移动到线外来满 少 0.5 天以上。同时增加的带束鼓机箱移动动作可以
足复合件传递,生产节拍慢、效率低。 实现在带束鼓上胶料贴合纠偏功能,简化供料系统结
构降低整机成本。
2 新技术方案
基于现有技术,综合上述两种机型的优缺点,本 作者简介 :吴鹏(1991-),男,本科,中级工程师,主要
次采用原三鼓两机箱结构布局,将带束鼓独立设置机 从事橡胶机械设计方面的工作。
2026 第 52 卷 ·21·
年