
Page 65 - 《橡塑技术与装备》2026年4期
P. 65
车用制品技术与应用
TECHNOLOGY AND APPLICATION OF AUTOMATIVE PRODUCTS
注塑加工能自动循环进行。
6.6 浇注系统
由浇口套、定位套中主流道、定模型芯和动模型
芯上的分流道及动模型芯的点浇口组成,塑料熔体经
过主流道流入分流道再流入点浇口,最后流入模具型
腔。由于注塑模采用了二型腔结构,浇注系统可以对
称设计,缩短了分流道长度,避免了所产生的许多缺
陷。
6.7 冷却系统
由定、动模部分中的冷却水通道、螺塞 、“O” 形
密封圈和冷却水接头组成,图中未表示。
6.8 导向构件
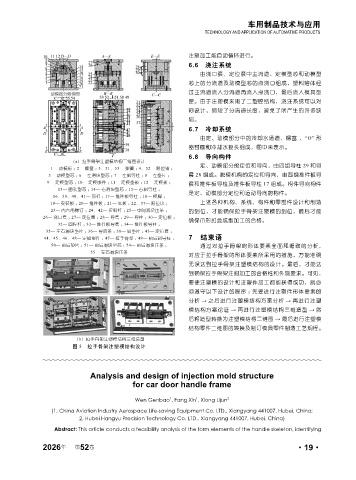
(a)拉手骨架注塑模结构二维图设计
定、动模部分的定位和导向,由四组导柱 29 和导
1— 动模板 ; 2— 螺塞 ; 3、31、53— 弹簧 ; 4、52— 限位销 ;
5— 动模型芯 ; 6— 左滑块型芯 ; 7— 左斜导柱 ; 8— 左垫片 ; 套 28 组成。脱模机构的定位和导向,由四组推件板导
9— 定模型芯 ; 10— 定模嵌件 ; 11— 定模垫板 ; 12— 定模板 ; 套和推件板导柱及推件板导柱 17 组成。构件导向构件
13— 圆孔型芯 ; 14— 右滑块型芯 ; 15— 右斜导柱 ;
是定、动模部分定位和运动导向的构件。
16、39、40、41— 顶杆 ; 17— 推件板导柱 ; 18— 模脚 ;
19— 安装板 ; 20— 推件板 ; 21— 底板 ; 22、37— 限位块 ; 上述各种机构、系统、构件和零部件设计和制造
23— 内六角螺钉 ; 24、42— 拉料杆 ; 25— 中间滑块压条 ; 的到位,才能确保拉手骨架注塑模的到位,最后才能
26— 浇口套 ; 27— 定位圈 ; 28— 导套 ; 29— 导柱 ; 30— 定位板 ;
确保爪形扣盒成型加工的合格。
32— 回程杆 ; 33— 推件板导套 ; 34— 推件板导柱 ;
35— 左右滑块垫片 ; 36— 导向条 ; 38— 后垫片 ; 43— 定位套 ;
44、45、46、48— 定模嵌件 ; 47— 拉手骨架 ; 49— 前后斜导柱 ; 7 结束语
50— 前后垫片 ; 51— 前后滑块型芯 ; 54— 前后滑块压条 ; 通过对拉手骨架的形体要素全面和细致的分析,
55— 左右滑块压条
对应于拉手骨架的形体要素所采用的措施,方能准确
无误达到拉手骨架注塑模结构的设计。最后,才能达
到确保拉手骨架注射加工的合格性和外观要求。可见,
要使注塑模的设计和注塑件加工都能获得成功,就必
须遵守以下设计的程序 :先要进行注塑件形体要素的
分析 → 之后进行注塑模结构方案分析 → 再进行注塑
模结构方案论证 → 再进行注塑模结构三维造型 → 然
后将造型转换为注塑模结构二维图 → 最后进行注塑模
结构零件二维图的转换及制订模具零件制造工艺规程。
(b)拉手骨架注塑模结构三维造型
图 5 拉手骨架注塑模结构设计
Analysis and design of injection mold structure
for car door handle frame
1
Wen Genbao , Fang Xin , Xiong Lijun 2
1
(1. China Aviation Industry Aerospace Life-saving Equipment Co. LTD., Xiangyang 441007, Hubei, China;
2. Hubei Hangyu Precision Technology Co. LTD., Xiangyang 441007, Hubei, China)
Abstract: This article conducts a feasibility analysis of the form elements of the handle skeleton, identifying
年
2026 第 52 卷 ·19·