
Page 69 - 《橡塑技术与装备》2026年4期
P. 69
新技术与新产品
NEW TECHNOLOGIES AND PRODUCTS
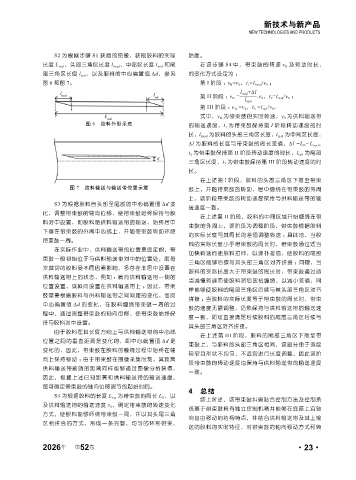
S2 为根据步骤 S1 获得的图像,获取胶料的实际 胎面。
长度 L real 、头部三角区长度 l head 、中部区长度 l mid 和尾 在该步骤 S4 中,带束鼓的转速 v B 及转动时长 t
部三角区长度 l tail ,以及胶料的中心偏置值 Δd,参见 的变化方式设定为 :
图 6 和图 7。 第 I 阶段 : v B =v 0 ,t 1 =l head /v 0 ;
l mid +Δl
第 II 阶段 : v B = .v 0 ,t 2 =l mid /v 0 ;
l mid
第 III 阶段 : v B =v 0 ,t 3 =l tail /v 0 。
式中,v B 为带束鼓的实时转速,v 0 为供料输送带
图 6 胶料外形示意 的输送速度,t 1 为带束鼓保持第 I 阶段转动速度的时
长,l head 为胶料的头部三角区长度,l mid 为中间区长度,
Δl 为胶料的长度与带束鼓的周长差值,Δl =L B -L real ,
t 2 为带束鼓保持第 II 阶段转动速度的时长,l tail 为尾部
三角区长度,t 3 为带束鼓保持第 III 阶段转动速度的时
长。
在上述第 I 阶段,胶料的头部三角区下落至带束
图 7 胶料输送与输送带位置示意 鼓上,并随带束鼓的转动,居中缠绕在带束鼓的外周
上,该阶段带束鼓的转动速度保持与供料输送带的输
S3 为根据胶料自头部至尾部的中心偏置值 Δd 变
送速度一致。
化,调整带束鼓的轴向位移,使带束鼓始终保持与胶
在上述第 II 阶段,胶料的中间区域开始缠绕在带
料对中设置,即胶料随供料输送带的输送,始终居中
束鼓的外周上,该阶段为调整阶段,带束鼓根据胶料
下落在带束鼓的外周中心线上,并随带束鼓转动环绕
的实际长度与其周长的差值调整转速 ;具体地,当胶
带束鼓一周。
料的实际长度小于带束鼓的周长时,带束鼓通过适当
在实际作业中,供料输送带的位置是固定的,带
加快转速而使胶料拉伸,以弥补差值,使胶料的尾部
束鼓一般初始位于与供料输送带对中的位置处,而每
三角区能够后续与其头部三角区对齐拼接 ;同理,当
次裁切的胶料受不同因素影响,多存在非居中设置在
胶料的实际长度大于带束鼓的周长时,带束鼓通过适
供料输送带上的状态,例如 :偏向供料输送带一侧的
当减慢转速而使胶料滞后放松缠绕,以减小差值,同
位置设置,或斜向设置在供料输送带上 ;因此,带束
样能够使胶料的尾部三角区后续与其头部三角区对齐
鼓需要根据胶料与供料输送带之间间距的变化,也即
拼接 ;当胶料的实际长度等于带束鼓的周长时,带束
中心偏置值 Δd 的变化,在胶料缠绕带束鼓一周的过
鼓的速度无需调整,仍然保持与供料输送带的输送速
程中,通过调整带束鼓的轴向位移,使带束鼓始终保
度一致,即可直接满足后续胶料的尾部三角区后续与
持与胶料对中设置。
其头部三角区对齐拼接。
由于胶料在其长度方向上与供料输送带的中心线
在上述第 III 阶段,胶料的尾部三角区下落至带
位置之间的垂直距离是变化的,即中心偏置值 Δd 是
束鼓上,与胶料的头部三角区相同,该部分由于宽度
变化的,因此,带束鼓在胶料的缠绕过程中始终在轴
较窄且形状不均匀,不适宜进行长度调整,因此该阶
向上保持移动 ;由于带束鼓在图像采集时刻,其距离
段带束鼓的转动速度也保持与供料输送带的输送速度
供料输送带前端的距离同样能够通过图像分析获得,
一致。
因此,根据上述已知距离和供料输送带的输送速度,
即可确定带束鼓的轴向位移调节的起始时间。
4 总结
S4 为根据胶料的长度 L rea 为带束鼓的周长 L B 、以
综上所述,该带束鼓纠偏贴合控制方法及控制系
及供料输送带的输送速度 v 0 ,确定带束鼓的转速变化
统基于带束鼓具有独立控制机箱并能够在底座上沿轴
方式,使胶料能够环绕带束鼓一周,并以其头尾三角
向自由移动的结构特点,并结合供料输送带及其上输
区相拼合的方式,形成一条完整、均匀的环形带束、
送的胶料的实时特征,对带束鼓的轴向移动方式和转
2026 第 52 卷 ·23·
年