
Page 57 - 《橡塑技术与装备》2025年10期
P. 57
理论与研究
THEORY AND RESEARCH
无法单独调控。而电加热硫化外温、内温及内压都可 更稳定,基本在 ±1 ℃范围内波动。
以实现单独调整,为优化轮胎硫化工艺创造了更大的 (2)电加热内温曲线对比传统蒸汽加热内温曲线,
空间,为提升轮胎硫化质量和硫化效率奠定了基础。 冷模预热后首灶升温时间较长,一般要 2 min 以上,
3.1 硫化条件 而正常蒸汽加热首灶升温在 1 min 以内。
外温(外蒸汽温度 / 电阻丝加热温度) 178~182 ℃, (3)电加热压力曲线与传统压力曲线,控制差异
内温(胶囊内温度) 210~230 ℃,时间 10~15 min。 不大,差值基本在 ±0.2 MPa℃。
3.2 电硫化步序 3.4 硫化时间
电加热使用纯电加热氮气,体系内不存在冷凝水, 通过发泡点试验发现,电加热硫化时间在同样的
因此电加热不需要传统蒸汽加热(如图 4)的频繁排 设置条件下,电加热硫化时间比传统蒸汽硫化时间长
凝过程,优化后的硫化步序更加清晰简洁,如图 5。 30~60 s。分析原因发现,蒸汽加热测温点在管道出口
位置,而本次测试机台电加热测温点在胶囊内部靠近
加热位置 ;分析蒸汽加热,因蒸汽热焓值高,蒸汽通
入后能迅速释放热量,而电加热氮气,有一个升温过
程,且氮气热焓值低,故电加热硫化开始时胶囊内升
温较慢,实际胶囊内部的整体温度低于测温点位置温
度,导致硫化程度慢于预期,后期我们通过增加内温
温度解决。
图 4 蒸汽硫化步序 表 2 试验规格气泡点时间
规格 蒸汽加热 /s 电加热 /s 备注
气泡点时间 规格 1 585 615 同等温度设定
规格 2 495 555
3.5 电脑测温试验
在同等工艺条件下,分别对硫化外温采用蒸汽加
热和电加热进行埋线测温,测温埋线位置点如图 8 所
图 5 电硫化步序
示。
3.3 硫化曲线 如图 9,对轮胎各部位进行电脑测温发现 :
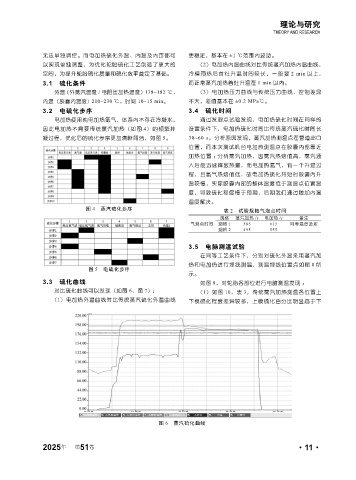
对比硫化曲线可以发现(如图 6、图 7): (1)如图 10,表 3,传统蒸汽加热测温各位置上
(1)电加热外温曲线对比传统蒸汽硫化外温曲线 下模硫化程度差异较多,上模硫化百分比明显高于下
图 6 蒸汽硫化曲线
2025 第 51 卷 ·11·
年