
Page 52 - 《橡塑技术与装备》2025年10期
P. 52
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
规格的 215/45R17 轮胎为例进行分析,该规格的轮胎
全胎质量为 10.4 kg,1 条轮胎生产所需原材料的用量
详见表 1。
表 1 生产 1 条轮胎所需的原材料用量
序号 原材料 用量 /kg
1 合成橡胶 2.847
2 天然橡胶 1.184
3 补强剂 2.724
4 钢丝帘线和纤维帘线 2.881
5 助剂 0.764
根据轮胎生产各原材料的碳排放系数,根据材料
的用量、质量占比及碳排放系数计算碳排放量,一条
图 1 轮胎全生命周期 轮胎生产原材料所需的碳排放量为 32.652 kg CO 2 -
eq,详见表 2。
2.1 原材料阶段
表 2 一条轮胎生产原材料所需的碳排放量
在轮胎企业制造生产过程中,橡胶是轮胎生产的 质量占比 碳排放系数 /kg 碳排放量 /kg
.
基础性原材料,对轮胎性能起着决定性作用。当前, 原材料 用量 /kg /% CO 2 -eq kg -1 CO 2 -eq
合成橡胶
轮胎工业广泛应用的橡胶主要有五大类,即天然橡胶、
丁苯橡胶 2.116 20.35 2.49 5.289
丁苯橡胶、丁二烯橡胶、异戊橡胶及丁基橡胶。 非丁苯橡胶 0.725 7.01 2.49 1.823
天然橡胶 1.183 11.37 0.11 0.129
2.1.1 橡胶 炭黑 1.739 16.72 3.32 5.783
未经补强处理的橡胶机械性能欠佳,难以满足轮 白炭黑 0.983 9.44 0.07 0.068
纤维帘线 1.191 11.43 4.69 5.602
胎高强度的使用要求,无法支撑起轮胎复杂的力学结 钢丝帘线 1.686 16.43 6.41 10.835
构,故轮胎制造过程中的橡胶补强环节至关重要。 其他 0.763 7.25 4.09 3.123
总计 10.386 100 32.652
2.1.2 炭黑
回顾轮胎制造历史,炭黑作为补强剂被广泛用于 2.2 生产阶段
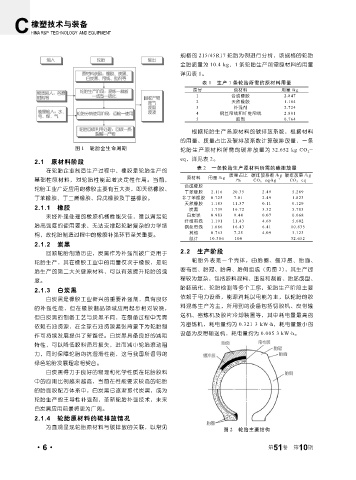
轮胎生产,其在橡胶工业中的用量仅次于橡胶,是轮 轮胎外表是一个壳体,由胎圈、缓冲层、胎面、
胎生产的第二大关键原材料,可以有效提升轮胎的强 密布层、胎冠、胎肩、胎侧组成(见图 2),其生产过
程较为复杂,包括胶料混料、压延和裁断、胎胚成型、
度。
2.1.3 白炭黑 胎胚硫化、轮胎检测等多个工序,轮胎生产阶段主要
白炭黑是橡胶工业新兴的重要补强剂,具有良好 依赖于电力设备,能源消耗以电能为主,以轮胎的胶
料混炼生产为主,所用到的设备包括切胶机、皮带输
的补强性能,但在橡胶制品领域应用起步相对较晚,
送机、密炼机及胶片冷却装置等,其中耗电量最高的
但白炭黑的制备工艺与炭黑不同,在制备过程中无需
为密炼机,耗电量约为 0.321 3 kW . h,耗电量最小的
依赖石油资源,在全球石油资源紧张背景下为轮胎制
作可持续发展提供了新路径。白炭黑具备良好的减阻 设备为皮带输送机,耗电量约为 0.005 3 kW . h。
特性,可以降低胶料滞后损失,进而减小轮胎滚动阻
力,同时保障轮胎的抗湿滑性能,这与我国所倡导的
绿色轮胎发展理念相契合。
白炭黑得力于良好的物理和化学性质在轮胎胶料
中的应用比例越来越高,当前在性能要求较高的轮胎
的胎面胶配方体系中,白炭黑已逐渐取代炭黑,成为
轮胎生产的主导性补强剂,革新轮胎补强技术,未来
白炭黑应用前景将更为广阔。
2.1.4 轮胎原材料的碳排放情况
为直观呈现轮胎原材料与碳排放的关联,以常见
图 2 轮胎主要结构
·6· 第 51 卷 第 10 期