
Page 65 - 《橡塑技术与装备》2025年2期
P. 65
车用制品技术与应用
TECHNOLOGY AND APPLICATION OF AUTOMATIVE PRODUCTS
向由顶杆推送连接杆,连接杆的单油缸送退机构需要 所要求的复位距离之后,便可在定位槽板 3 中放置多根
复位大于 64 mm 的距离。 的连接杆 8,并要将扭簧 15 套进摆块 14 的 Φ8.6 mm
圆柱上,再将扭簧 = 右端插入拉手 11 的 Φ1.6 mm×
4 应用装配机夹装备进行开门锁拉手组 5 mm 孔中,并需要将装有扭簧的摆块放进拉手相距
件的装配 33.3 mm 两凸台的 Φ4.1 mm 孔之间。
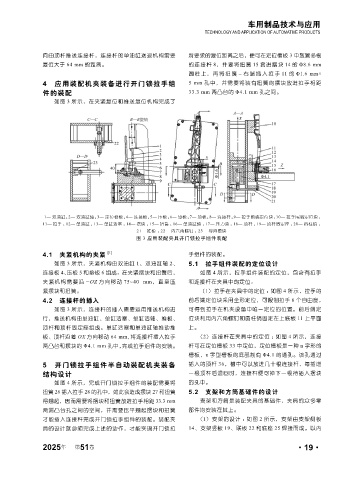
如图 3 所示,在夹紧复位和推送复位机构完成了
1— 双油缸; 2— 双油缸轴; 3— 定位槽板; 4— 连接板; 5— 压板; 6— 垫板; 7— 顶板; 8— 连接杆; 9— 拉手前端定位块; 10— 拉手尾端定位块;
11— 拉手 ; 12— 单油缸 ; 13— 单缸活塞 ; 14— 摆块 ; 15— 扭簧 ; 16— 单油缸轴 ; 17— 压力油 ; 18— 顶杆 ; 19— 顶杆固定座 ; 20— 圆柱销 ;
21— 推板 ; 22— 内六角螺钉 ; 23— 导向槽块
图 3 应用装配夹具开门锁拉手组件装配
4.1 夹紧机构的夹紧 [1] 手组件的装配。
如图 3 所示,夹紧机构由双油缸 1、双油缸轴 2、 5.1 拉手组件装配的定位设计
连接板 4、压板 5 和垫板 6 组成。在夹紧摆块和扭簧后, 如图 4 所示,拉手组件装配的定位,包含有拉手
夹紧机构需要沿 -OZ 方向移动 75~40 mm,直至压 和连接杆在夹具中的定位。
紧摆块和扭簧。 (1)拉手在夹具中的定位 :如图 4 所示,拉手的
4.2 连接杆的插入 前后端定位块采用全形定位,可限制拉手 6 个自由度,
如图 3 所示,连接杆的插入需要运用推送机构进 可得到拉手在机夹设备中唯一定位的位置。前后端定
行,推送机构由单油缸、单缸活塞、单缸活轴、推板、 位块利用内六角螺钉和圆柱销固定在上底板 11 上平面
顶杆和顶杆固定座组成。单缸活塞和单油缸轴推动推 上。
板、顶杆沿着 OX 方向移动 64 mm, 将连接杆插入拉手 (2)连接杆在夹具中的定位 :如图 4 所示,连接
两凸台和摆块的 Φ4.1 mm 孔中,完成拉手组件的安装。 杆可在定位槽板 33 中定位,定位槽板是一种 n 字形的
槽板,n 字型槽板的底部制有 Φ4.1 的通孔。该孔通过
5 开门锁拉手组件半自动装配机夹装备 插入的顶杆 36,槽中可以放进几十根连接杆,每插进
结构设计 一根顶杆后退回时,连接杆便可掉下一根待插入摆块
如图 4 所示,完成开门锁拉手组件的装配需要将 的孔中。
扭簧 26 插入拉手 28 的孔中,如此会造成摆块 27 和扭簧 5.2 支架和方筒基础件的设计
得翘起,因而需要将摆块和扭簧放进拉手相距 33.3 mm 支架和方筒是装配夹具的基础件,夹具的众多零
两端凸台孔之间的空间,并需要压平翘起摆块和扭簧 部件均安装在其上。
才能插入连接杆完成开门锁拉手组件的装配。装配夹 (1)支架的设计 :如图 2 所示,支架由支架侧板
具的设计就必须完成上述的动作,才能实现开门锁拉 14、支架竖板 19、联板 22 和底座 25 焊接而成。以内
2025 第 51 卷 ·19·
年