
Page 61 - 《橡塑技术与装备》2025年2期
P. 61
理论与研究
THEORY AND RESEARCH
电磁感应控制电路如图 3 所示,电源为控制器供电, 具作为金属工件在交变磁场内高速发热,热电阻与温
控制器向环形线圈内通入高频电流形成交变磁场,模 控器组成闭合回路,起到测量和反馈作用。
图 3 电磁感应控制电路示意图
2.2 试验温度及升温方式 2.4 线圈分布
本研究以某规格实心轮胎为例,采用电磁感应加 通过有限元分析模拟比较得出线圈按圆形紧密排
热硫化工艺,根据前期试验及生产经验,初步确定硫 布存在加热盲区,边缘的感应磁场强度特别低,导致
化温度为 145 ℃。根据轮胎厂现场连续生产的实际情 整体的温差比较大 ;而线圈按圆环型排布的方案中,
况及经验,硫化完成后,需进行出模、卸胎、装胎、 由于增加了边缘线圈的范围且中间不添加加热导体,
装模等操作,模具温度会从 145 ℃降至 120 ℃ ;部分 使得整体的磁场强度相对于紧密型较为均匀 [4~6] ,所
厂家在第一次硫化时也会提前将模具整体预热至 120 以本试验采用圆环型线圈排布方式。图 5 为线圈按圆
℃。因此,为了使试验与现场情况一致,加热试验的 环布置的有限元分析结果。
升温方式确定为先将工装模具板加热至 120 ℃,保温
3 h,使工装模具板的温度均匀后,再加热至 145 ℃。
2.3 温度测量位置选择
根据实心胎硫化过程中的关键部位温度控制要
求,选取三个圆,每个圆上均布 8 个温度测量点,测
量并计算 24 个点的温度均匀性。图 4 为加热试验时温
#
度测量点分布示意图,其中,“1 ”点为温度控制点。
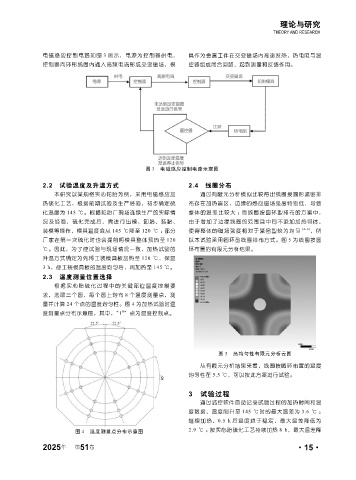
图 5 热均匀性有限元分析云图
从有限元分析结果来看,线圈按圆环布置的温度
均匀性在 5.5 ℃,可以按此方案进行试验。
3 试验过程
通过监控软件自动记录试验过程的加热时间和温
度数据,温度刚升至 145 ℃时的最大温差为 3.6 ℃;
继续加热,0.5 h 后温度趋于稳定,最大温差降低为
图 4 温度测量点分布示意图 2.9 ℃ ;按实心胎硫化工艺持续加热 8 h,最大温差降
2025 第 51 卷 ·15·
年