
Page 86 - 《橡塑技术与装备》2024年4期
P. 86
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
机架设计呈现 U 型结构,方便自动装载和观察轮胎检 一变量,通过函数关系将变量做成配方输入 PLC 进行
测过程。该结构最大的破坏力来自轮胎充气时,轮胎 存储。因此水平方向适应轮胎宽度,设置两个轮辋的
作用在轮辋上的推力反向施加在立柱两侧,因此立柱 相对距离可以自动调整。在竖直方向要设置高度补偿
必须具有足够的强度抵抗变形。通过力学分析发现, 参数,解决轮胎自动化装胎。如图 6 所示 :
机架的整体应力集中发生在两个支撑立柱的根部。单
根立柱受力分析按照悬臂梁进行强度校核。立柱的抗
扰度性能是最为关键,当立柱强度不够时,机架的两
个 立 柱 将 发 生 严 重 形 变 呈 现 V 型 趋 势, 在 机 架 的 两
侧立柱与轮辋固定的位置发生最大形变,机架因变形
会影响轮胎充气和检测效果。因此保证主机架的良好
刚性,是本机设计成功的重要保障。机械设计采用
Solidworks2016 建模,ansys14.0 进行静态力学分析。
最终计算获取材料等效应力 σ max =85 MPa, 最大形变量
L omax =0.8 mm。
3.2 轴承选型与布置
轮胎充气后进行旋转运动,因此靠近轮辋侧轴承
不但需要满足圆周旋转同时需要轴向承载。综合考虑
轮辋端选择选择推力调心滚子轴承 29412-NSK,末
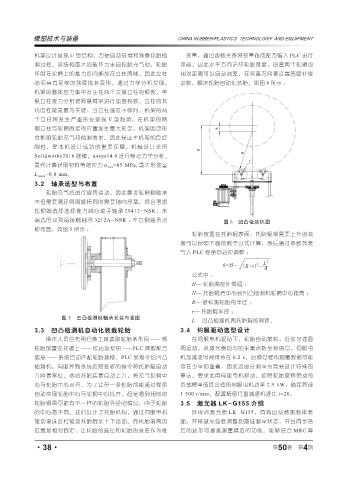
端选用双列角接触轴承 3212A-NSK ;左右侧轴承对 图 6 凹凸检测机图
称布置,如图 5 所示 :
轮胎放置在托胎辊表面。托胎辊架需要上升的高
度可以按照下面的数学公式计算,然后通过参数列表
写入 PLC 程序自适应调整 ;
2 L
h=H- (R+r) - 4 2
公式中 :
H— 轮胎高度补偿值 ;
H— 托胎辊道中心到凹凸检测机轮辋中心距离 ;
R— 被检测轮胎的半径 ;
r— 托胎辊半径 ;
图 5 凹凸检测机轴承安装布置图
L— 凹凸检测机两托胎辊的间距。
3.3 凹凸检测机自动化装载轮胎 3.4 伺服驱动选型设计
操作人员首先用扫描工具读取轮胎条形码 —— 将 在伺服电机驱动下,轮胎自动旋转,近似匀速圆
轮胎放置在托辊上 —— 按启动按钮 ——PLC 调取配方 周运动。点激光器均匀的采集点数坐标信息,伺服电
信息 —— 系统自动匹配轮胎规格。PLC 发指令给凹凸 机加减速时间维持在 0.2 s,启停过程的测量数据可能
检测机,伺服控制系统按照接收的指令将托胎辊自动 存在少量的重叠,因此这部分测量点需要设计特殊的
升降置零位。然后托胎装置自动上升,将充气轮辋中 算法。要求选用伺服电机驱动。按照轮胎旋转带动的
心与轮胎中心对齐。为了让每一条轮胎都能通过程序 负载惯量选择合适的伺服电机功率 2.9 kW,额定转速
自动实现轮胎中心与轮辋中心找齐。但是遇到相同的 1 500 r/min,配置精密行星减速机速比 i=20。
轮胎钢圈可能有不一样的轮胎外径的情况,由于轮胎 3.5 激光器 LK-G155 介绍
的中心高不同。我们设计了托胎机构,通过伺服电机 选择点激光器 LK-G155,具有自动感测物体表
驱动滚珠丝杠驱动托胎辊架上下运动。而托胎滚筒的 面,并将激光强度调整到最佳测量状态,并且同步各
位置是相对固定,让轮胎的直径和轮胎的宽度作为唯 层的波形可提高测量精度的功能。能够结合 MRC 算
4
·38· 第 50 卷 第 期