
Page 89 - 《橡塑技术与装备》2024年4期
P. 89
材料与配方 刘欢 等·PET 材料及工艺对其制品性能影响的研究
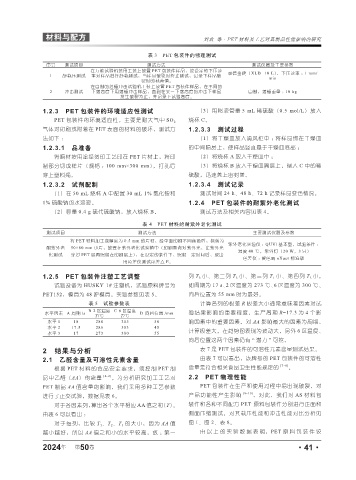
表 3 PET 包装件的物理测试
序号 测试项目 测试方法 测试仪器及主要参数
在万能试验机装用工装上放置 PET 包装件样品,按设定的下压速
1 静载压测试 率对样品进行静载测试,当样品破裂时终止测试,记录下样品破 承德金建(XLD-10 L),下压速率 :1 mm/
min
裂时的载荷值。
在自制的落锤冲击试验机工装上放置 PET 包装件样品,在不同的
2 冲击测试 下落高度下用落锤冲击样品,直到在某一下落高度的冲击下样品 自制,落锤重量 :10 kg
发生破裂为止,并记录下试验高度。
1.2.3 PET 包装件的环境适应性测试 (3)用移液管量 5 mL 稀硫酸(0.5 mol/L)放入
PET 包装件的环境适应性,主要是耐大气中 SO 2 烧杯 C。
气体对印刷或附着在 PET 表面的材料的破坏,测试方 1.2.3.3 测试过程
法如下 : (1)将干燥皿放入通风柜中 ;将样品绑在干燥皿
1.2.3.1 品准备 的中间隔层上,使样品竖直悬于干燥皿底部 ;
将膜材按用途经烫印工艺印在 PET 片材上,将印 (2)将烧杯 A 放入干燥皿中 ;
制部分切成样片(规格 : 100 mm×300 mm),打孔后 (3)将烧杯 B 放入干燥皿隔层上,倒入 C 中的稀
穿上塑料绳。 硫酸,迅速盖上密封盖。
1.2.3.2 试剂配制 1.2.3.4 测试记录
(1)在 50 mL 烧杯 A 中配置 30 mL 1% 氯化铵和 测试时间 24 h、48 h、72 h 记录样品变色情况。
1% 硫酸钠的水溶液。 1.2.4 PET 包装件的耐紫外老化测试
(2)称量 0.4 g 硫代硫酸钠,放入烧杯 B。 测试方法及相关内容见表 4。
表 4 PET 材料的耐紫外老化测试
测试项目 测试方法 主要测试仪器及参数
将 PET 材料加工成厚度为 0.5 mm 的片材,经单面印刷不同颜色后,裁剪为
紫外老化实验仪 :QUV/ 基本型,试验条件 :
耐紫外老 50×80 mm 小片,放置在紫外老化试验箱中(印刷面背对紫外光,让紫外光
温度 40 ℃,紫外灯(20 W,3 只)
化测试 穿过 PET 层再照射在印刷层上),在设定的条件下,照射一定时间后,取出
色差仪 :爱色丽 eXact 标准版
用色差仪测试色差△ E。
1.2.5 PET 包装件注塑工艺调整 列 T 3 小、第二列 T 3 小、第三列 T 1 小、第四列 T 3 小,
试验设备为 HUSKY 1# 注塑机,试验原料牌号为 即周期为 17 s、 2 区温度为 273 ℃、 6 区温度为 300 ℃、
PET152,模具为 48 腔模具。实验参数见表 5。 向后位置为 55 mm 时为最好。
表 5 试验参数表 计算各列的极差 R 极差大小通常意味着因素对试
水平因素 A 周期 /s B 2 区温度 C 6 区温度 D 向后位置 /mm 验结果影响的重要程度,生产周期 R=17.3 为 4 个影
T/℃ T/℃
水平 1 18 280 305 50 响因素中的重要因素。对 AA 影响最大的因素为周期,
水平 2 17.5 286 303 45
水平 3 17 273 300 55 计算极差大,在趋势图表现为波动大,另外 6 区温度、
向后位置这两个因素仍有 “ 潜力 ” 可挖。
2 结果与分析 表 7 是 PET 包装件的可溶性元素含量测试结果。
2.1 乙醛含量及可溶性元素含量 由表 7 可以看出,该牌号的 PET 包装件的可溶性
根据 PET 材料的食品安全要求,须控制 PET 制 含量是符合相关食品卫生性能规定的 [7~8] 。
品中乙醛(AA)的含量 [4~6] 。为分析研究加工工艺对 2.2 PET 物理性能
PET 制品 AA 值含量的影响,我们采用多种工艺参数 PET 包装件在生产和使用过程中易出现破裂,对
进行了正交试验,数据见表 6。 产品功能性产生影响 [9~10] ,对此,我们对 AS 材料包
对于各因素列,算出各个水平相应 AA 值之和(T)。 装件和各种不同配方 PET 原料包装件分别进行正面和
由表 6 可以看出 : 侧面压缩测试。对其载压性能和冲击性能对比分析见
对于每列,比较 T 1 、T 2 、T 3 的大小,因为 AA 值 图 1、图 2、表 8。
越小越好,所以 AA 值之和小的水平较高,故 :第一 由以上 的实验数据 表明,PET 原料包 装件较
年
2024 第 50 卷 ·41·