
Page 85 - 《橡塑技术与装备》2024年4期
P. 85
工艺与设备 邓海珊·基于点激光的轮胎凹凸检测机研发
km/h,动平衡机上的轮胎,被上下两片轮辋以对压的
方式卡住轮胎上下止口。保证了轮胎与轮辋之间形成
密闭的充气空间。在轮胎进行动平衡检测时,轮胎的
充气压力保持在 0.2 MPa。这样的轮胎自动旋转一周,
以轮胎旋转周期进行采样计算。采集的每一个轮胎的
侧面数据整理成一个空间二维曲面,是以轮胎为圆心
的,等直径的点构成一条曲线。线激光同步生成多条
同心曲线。计算机在 20 s 内读取 —— 分析 —— 判断 图 3 轮胎凹凸检测机布局图
数据,并通过 PLC 判断 N/G。
数据管理。操作人员只要在控制面板上选择轮胎信息,
1.3 人工二次筛查 然后 PLC 运行该信息。将轮胎放置在辊筒装置上,按
动 平衡 初 筛 的不 良 品可 能 存 在机 器 的误 判。 所
下程序启动按钮 —— 托胎装置自动将轮胎的中心线与
以轮胎工厂往往对动平衡初筛的有凹凸缺陷的轮胎进 轮辋的中线心重合 —— 充气轮辋自动插入轮胎两侧 ——
行人工进行二次检测确认。人工筛选的充气设备是一 限位装置自动伸缩到位 —— 轮胎自动充入压缩空气 ——
台具有左右两片轮辋,具有充气放气功能,能够自动
胎压稳定后 —— 轮胎自转一周 ——HMI 画面显示测量
低速旋转功能的半制动设备 ;人工筛选的轮胎充气压
数据 —— 轮胎放气 —— 轮辋脱离轮胎止口 —— 卸载轮
力一般 0.3 MPa, 高于动平衡的轮胎充气压力。在 0.3
胎 —— 凹凸检测结束。从装载轮胎到卸载轮胎全程机
MPa 充气压力下,轮胎凹凸偏差值明显,甚至肉眼可
械自动化。包括数据采集,传感器位置调整信息都可以
见。常规操作流程如下 :轮胎装载 —— 轮胎充气 ——
在配方信息中设置,调取配方时初始化运行。
轮胎旋转 —— 人工检测 —— 人工判断 N/G—— 轮胎放
2.4 数据显示可视化
气 —— 检测结束。
测量的轮胎凹凸数据在 HMI 显示,根据轮胎检测
人工筛查能够降低线激光的误判率,但是效率低,
算法,将轮胎左右两侧圆周 360° 分成 10 区,每个扇
测量数值很困难,操作过程中存在人机操作安全隐患,
形区域测量一个凸起的高度值和一个凹陷的最低值,并
要求操作人员技能水平很高,能够感知运动中的轮胎
且以标注极值点的角度坐标。极值测量数据超过了目标
凹凸程度,然后对发生凹凸部位采用器械测量。
目标值用红色自动标记。HMI 数据显示如图 4 所示 :
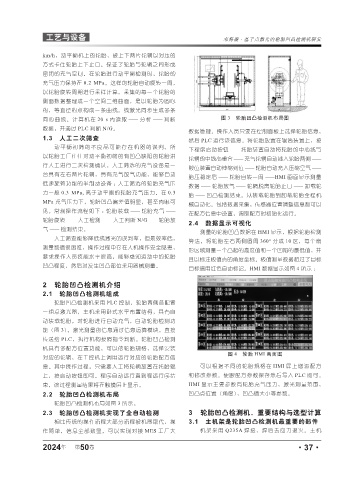
2 轮胎凹凸检测机介绍
2.1 轮胎凹凸检测机组成
轮胎凹凸检测机采用 PLC 控制,轮胎两侧各配置
一组点激光器,主机采用卧式水平布置结构,具有自
动装载轮胎,对轮胎进行自动充气,自动轮胎检测功
能(图 3)。激光测量的信息通过信息运算模块,直接
传送给 PLC,执行机构按照指令判断。轮胎凹凸检测
机具有多配方位置功能,可以依轮胎规格,选择安装
图 4 轮胎 HMI 画面图
对应的轮辋,在工控机上调用运行对应的轮胎配方信
息。其中操作过程,只需要人工将轮辋放置在托胎辊 可以根据不同的轮胎规格在 HMI 屏上增添配方
上,按启动按钮即可。程序自动运行直到程运行序结 和修改参数。便跟配方参数保存然后写入 PLC 即可。
束,该过程测量结果将在触摸屏上显示。 HMI 显示主要参数有轮胎充气压力,激光测量范围,
2.2 轮胎凹凸检测机布局 凹凸点位置(角度),凹凸值大小等参数。
轮胎凹凸检测机布局如图 3 所示。
2.3 轮胎凹凸检测机实现了全自动检测 3 轮胎凹凸检测机,重要结构与选型计算
相比传统的操作流程大部分流程被机器取代,操 3.1 主机架是轮胎凹凸检测机最重要的部件
作简单,信息全部数显,可以实现对接 MES 工厂大 机架采用 Q235A 焊接,焊后去应力退火。主机
年
2024 第 50 卷 ·37·