
Page 135 - 《橡塑技术与装备》2024年4期
P. 135
产品与设计 丁振堂 等·V 型液压硫化机的技术概述
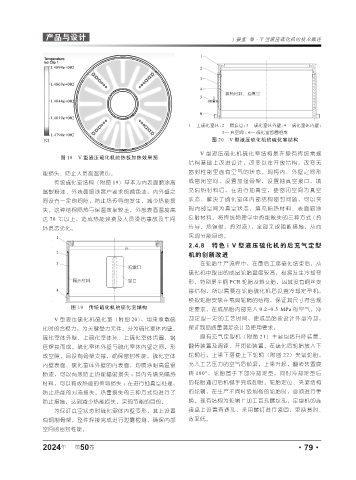
1— 上硫化室体; 2— 隔套管; 3— 硫化室体外壁; 4— 硫化室体内壁;
5— 真空阀 ; 6— 硫化室齿圈组成
图 20 V 型液压硫化机的硫化室结构
V 型液压硫化机硫化室结构是在原有传统常规
图 18 V 型液压硫化机的热板加热效果图
结构基础上改进设计,改变以往开放结构,改变无
能损失、防止人员高温烫伤。 密封性能里面有空气的状态。现将内、外壁之间形
传统硫化室结构(附图 19)基本为内表面喷涂高 成密闭空间,设置加强骨架,设置抽真空接口。填
温银粉漆、外表面喷涂客户要求的颜色漆,内外壁之 充隔热材料后,在进行抽真空,使密闭空间为真空
间设有一定的间隙,防止热传导的发生,减少热能损 状态。解决了硫化室体内部结构密封问题,可以实
失。这种结构隔热与保温效果较差,外部表面温度高 现内部空间为真空状态、填充隔热材料、表面喷涂
达 70 ℃以上,造成热能浪费及人员烫伤事故及车间 反射材料。将传统物理学中热能散失的三种方式(热
环境恶劣化。 传导、热辐射、热对流),全部采取阻断措施,从而
实现节能目的。
2.4.8 特色 i V 型液压硫化机的后充气定型
机的创新改进
在轮胎生产流程中,在最后工序硫化结束后,从
硫化机中取出的成品轮胎温度较高,极易发生冷却变
形,特别是半钢 PCR 轮胎及斜交胎,因其没有钢丝支
撑结构,所以需要在轮胎硫化机后设置冷却定型机,
模拟轮胎安装在载具轮辋的结构,保证其尺寸符合规
图 19 传统硫化机的硫化室结构 定要求,在成品胎内部充入 0.2~0.5 MPa 的空气,冷
V 型液压硫化机硫化室(附图 20),用来承载硫 却定型一定的工艺时间,使成品胎按设计外型冷却,
化时的合模力,为关键受力元件。分为硫化室体内壁、 保证制品质量满足设计及使用要求。
硫化室体外壁、上硫化室体环、上硫化室体齿圈、钢 原有充气定型机(附图 21)主要包括升降装置、
管焊接而成。硫化室体外壁与硫化室体内壁之间,形 翻转装置及调距、开闭锁装置,在硫化后轮胎放入下
成空隙,且设有骨架支撑,确保密封性能。硫化室体 轮辋后,上梁下落使上下轮辋(附图 22)夹紧轮胎,
内壁表面、硫化室体外壁的内表面,均喷涂耐高温银 充入工艺压力的空气后锁紧,上梁升起,翻转装置旋
粉漆,可以有效防止热能辐射损失 ;其内先填充隔热 转 180°,轮胎置于下部冷却定型,同时冷却定型后
材料,可以有效热能的传导损失 ;在进行抽真空处理, 的轮胎通过后机械手完成卸胎。轮胎定位、夹紧结构
防止热能的对流损失。热量损失的三种方式均进行了 的轮辋,在生产不同吋级规格的轮胎时,必须进行更
防止措施,达到减少热能损失,实现节能的目的。 换。现有结构为轮辋上加工盲孔螺纹孔,定型机的连
为保证真空状态时硫化室体内壁变形,其上设置 接盘上设置有通孔,采用螺钉进行紧固,更换费时、
有钢制骨架,整件焊接完成进行泄露检测,确保内部 效率低。
空间的密封性能。
2024 第 50 卷 ·79·
年