
Page 61 - 《橡塑技术与装备》2026年3期
P. 61
理论与研究
THEORY AND RESEARCH
3
密度 : 9.556 kg/m ; 7 599 kJ
P= =8.4 kW
胶囊内温蒸汽质量 : m 胶囊 =ρv=9.556×0.23=2.2 900 s
初步估算 8.4 kW 就硫化一条轮胎。
kg ;
如上计算是理想状态下,实际需解决的问题 :
比焓 : 2 796.1 kJ/kg ;
外温预热达到工艺温度 :上下模板 180 ℃(热板
硫化蒸汽内温计算 : Φ 2 =qh s =ρvh s =2.2×2 796.1=
供热),花纹块 180 ℃(模套供热),保持温差 ±2 ℃ ;
6 151.42 kJ ;
内温氮气进入胶囊时需在 20 s 内快速达到工艺温
硫化外温内温提供热量合计 : Φ=Φ 1 +Φ 2 =1 447.62
度 210 ℃;
+6 151.42=7 599 kJ。
二次定型硫化后,前 5 min 内温要求保持工艺温
轮胎硫化需求热量理论计算 :
度 210 ℃;
Q x =c.M.δ t
热板、模套、内温氮气需达到温度的功率及温控
Q x —热量, J ;
模块。
c—橡胶比热容,J/kg℃ ;
2.2.1 关于轮胎电加热内温计算
M—质量( kg ),51" 半钢轮胎为 15 kg ;
按 51" 硫化最大轮胎规格 :(见表 1)。
δ t —升高(降低)的温度(℃ ),橡胶比热容 :
硫化内压 2.5 MPa,内温 210 ℃ ( 换算成
瞬时值 1 700 J/kg·℃,平均值 1 275 J/kg·℃,(按最
210+273=483 K),两者都由氮气提供。
高值来计算),温度区间 :按从 0 ℃升高到 210 ℃,
理想气体状态方程 : pV=nRT
则 δ t =210 ℃。
p—压强,Pa ;
Q x =c.mδ t =1 700×15×210=5 355 000 J=5 355 kJ
3
V—气体体积,m ;
蒸汽热量损耗(不计管道损耗):
T—温度,K ;
7 599−5 355
η= Φ−Φ x ×100%= =29.53% n—气体的物质的量,mol;
Φ 7 599
2.2 关于轮胎硫化电加热的热量计算 R—摩尔气体常数, J/(mol . K)。
硫化轮胎用电加热来模拟计算热量,电加热部件 若气体是质量为 m,摩尔质量为 M 的理想气体,
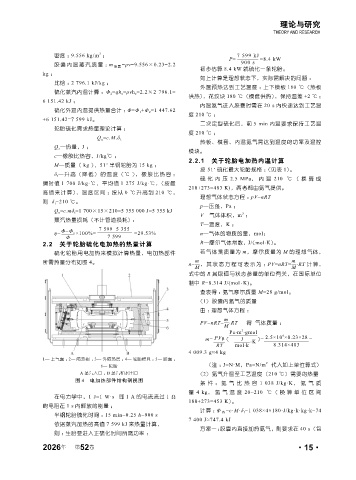
所需热量分布如图 4。 n= m ,其状态方程可表示为 : PV=nRT= m . RT 计 算,
M M
式中的 R 其取值与状态参量的单位有关,在国际单位
.
制中 R=8.314 J/(mol K)。
查表得 :氮气摩尔质量 M=28 g/mol。
(1)胶囊内氮气的质量
由 :理想气体方程 :
m
PV=nRT= . RT 得 气体质量 :
M
3
Pa . m . gmol 6
m= PVμ ( J . K )= 2.5×10 ×0.23×28 =
RT mol . k 8.314×483
4 009.3 g≈4 kg
1— 上气囊 ; 2— 隔热板 ; 3— 外隔热层 ; 4— 轮胎模具 ; 5— 胶囊 ;
2
6— 轮胎 (注: J=N·M,Pa=N/m 代入如上单位算式)
A 蒸汽入口 ; B 蒸汽和水出口 (2)氮气升温至工艺温度(210 ℃)需要的热量
图 4 电加热部件结构剖视图
条件 : 氮气比热容 1 038 J/kg·K,氮气质
量 4 kg,氮气温度 20~210 ℃(换算单位区间
在电力学中,1 J=1 W·s 即 1 A 的电流流过 1 Ω
180+273=453 K)。
的电阻在 1 s 内释放的能量 ;
计算 : Φ 内 =c·M·δ t =1 038×4×180·J/kg·k·kg·k=74
半钢轮胎硫化时间 : 15 min=0.25 h=900 s
7 400 J≈747.4 kJ
依据蒸汽加热的高值 7 599 kJ 来热量计算,
方案一:胶囊内直接加热氮气,则要求在 40 s(包
则 :生胎要进入正硫化时间所需功率 :
年
2026 第 52 卷 ·15·