
Page 47 - 《橡塑智造与节能环保》2025年10期
P. 47
技术与装备
合而成。这些变量组合形成了2组螺杆的6个不同运行 带销钉的螺杆A低约10%。因此,材料性能与螺杆设计
点,具体见表4。 之间确实存在相互依赖关系。
表4 NR混炼物的实验设计
材料 螺杆 螺杆转速 /rpm 温度分布曲线
10 T 1
T 2
A 20 T 1
T 2
30 T 1
NR T 2
10 T 1
T 2
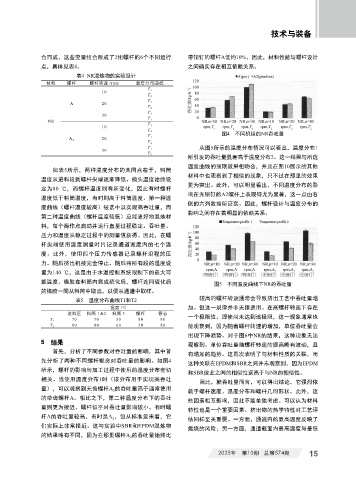
图4 不同机组的NR吞吐量
20 T 1
A 2
T 2
从图5所示的温度分布情况可以看出,温度分布1
30 T 1
T 2
所引发的吞吐量显著高于温度分布2。这一结果与所选
温度曲线的预期效果相吻合,并且在图10展示的其他
如表5所示,两种温度分布的共同点在于,料筒
材料中也观察到了相似的现象,只不过在那里的效果
温度从进料段到螺杆尖端逐渐降低。模头温度始终设
更为突出。此外,可以明显看出,不同温度分布的影
定为80 ℃,而螺杆温度则有所变化,因此有时螺杆
响在无销钉的A2螺杆上表现得尤为显著,这一点由右
温度低于料筒温度,有时则高于料筒温度。第一种温
侧的六列数据所证实。因此,螺杆设计与温度分布的
度曲线(螺杆温度较高)被选中以实现高吞吐量,而
影响之间存在着明显的依赖关系。
第二种温度曲线(螺杆温度较低)应能更好地混炼材
料,每个操作点启动并运行直至过程稳定。吞吐量、
压力和温度从稳定过程中的测量值获得。因此,在螺
杆尖端使用温度测量叶片记录通道宽度内的七个温
度。此外,使用四个压力传感器记录螺杆沿程的压
力。随后挤出机被完全停止。随后将所有段的温度设
置为140 ℃,这是由于水温控制系统限制下的最大可
能温度。橡胶在料筒内完成硫化后,螺杆连同硫化后 图5 不同温度曲线下NR的吞吐量
的橡胶一同从料筒中取出,以便从通道中取样。
表5 温度分布曲线T1和T2 较高的螺杆转速通常会导致挤出工艺中吞吐量增
温度 /℃ 加。但这一规律并非无限适用。在高螺杆转速下存在
进料区 料筒 1&2 料筒 3 螺杆 管芯
70 70 50 80 80 一个极限值。即使尚未达到该极限,这一现象通常也
T 1
80 80 60 50 80
T 2 能观察到,因为随着螺杆转速的增加,单位吞吐量会
出现下降趋势。对于图6中NR的结果,这种现象无法
5 结果 观察到。单位吞吐量随螺杆转速的提高略有波动,且
首先,分析了不同参数对吞吐量的影响,其中首
有增加的趋势。这再次表明了与材料性质的关联,而
先分析了两种不同螺杆概念对吞吐量的影响。如图4 这种关联在EPDM和SBR之间并未观察到,因为EPDM
所示,螺杆的影响与加工过程中使用的温度分布密切
和SBR彼此之间的相似性远高于与NR的相似性。
相关。当使用温度分布1时(该分布用于实现高吞吐
因此,就吞吐量而言,可以得出结论,它强烈依
量),可以观察到无齿螺杆A 2 的吞吐量高于通常使用
赖于螺杆速度、温度分布和螺杆几何形状。此外,这
的带齿螺杆A。相比之下,第二种温度分布下的吞吐
些因素相互影响,因此不能单独考虑。可以认为材料
量则更为接近。螺杆似乎对吞吐量影响较小。有时螺
特性也是一个重要因素。挤出物的热学特性对工艺评
杆A的吞吐量较高,有时是A 2 ,但从标准差来看,它
估同样至关重要。一方面,通道内的最高温度反映了
们实际上非常接近。这与实验中SBR和EPDM混炼物
焦烧的风险;另一方面,通道截面内最高温度与最低
的结果略有不同,因为在那里螺杆A 2 的吞吐量始终比
2025年 第10期 总第574期 15