
Page 48 - 《橡塑智造与节能环保》2025年10期
P. 48
技术与装备
温度之间的温差是工艺热混炼质量的指标。温度差越 能更优,因为较低的最高温度允许提高螺杆转速,从
小,混炼效果越好。为了确定这些值,实验中自动将 而提升生产效率。
螺杆尖端的测量刀片从温度传感器获取的七个值写入
协议。
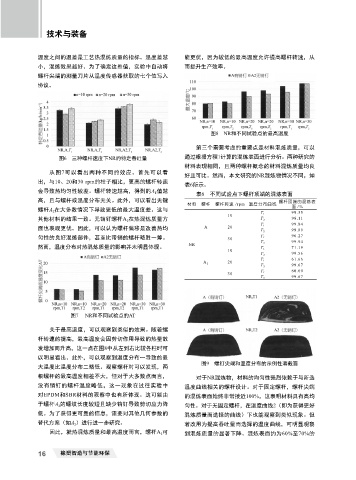
图8 NR和不同试验点的最高温度
第三个需要考虑的重要点是材料混炼质量,可以
图6 三种螺杆速度下NR的特定吞吐量 通过根据方程1计算的混炼表面进行分析。两种研究的
材料表现相同,且两种螺杆概念的材料混炼质量均良
从图7可以看出两种不同的效应。首先可以看
好且可比。然而,本文研究的NR混炼物情况不同,如
出,与10、20和30 rpm的柱子相比,更高的螺杆转速
表6所示。
会导致热均匀性较差。螺杆转速越高,得到的A T 值越
表6 不同试验点下螺杆顶端的混炼表面
高,且与螺杆或温度分布无关。此外,可以看出无键 螺杆顶端的混炼表
材料 螺杆 螺杆转速 /rpm 温度分布曲线 面 /%
螺杆A 2 在大多数情况下导致更低的最大温度差。这与 99.35
10 T 1
其他材料的结果一致。无销钉螺杆A 2 在热混炼质量方 T 2 98.11
99.84
T 1
面也表现更优。因此,可以认为螺杆偏移是改善热均 A 20 99.89
T 2
匀性的良好混炼部件,甚至比带销的螺杆略胜一筹。 30 T 1 96.27
99.94
然而,温度分布对热混炼质量的影响并未明显体现。 NR T 2 71.19
10 T 1
T 2 99.56
61.66
20 T 1
A 2 99.67
T 2
60.69
30 T 1
T 2 99.67
图7 NR和不同试验点的AT
关于最高温度,可以观察到类似的效果。随着螺
杆转速的提高,最高温度会因剪切作用导致的热量散
发增加而升高,这一点在图8中从左到右比较各柱时可
以明显看出。此外,可以观察到温度分布一导致的最
图9 螺钉尖端和温度分布的示例性薄截面
大温度比温度分布二略低。观察螺杆时可以发现,两
根螺杆的最高温度相差不大,但对于大多数点而言, 对于NR混炼物,材料的均匀性强烈依赖于与所选
没有销钉的螺杆温度略低,这一现象在过往实验中 温度曲线相关的螺杆设计。对于固定螺杆,螺杆尖端
对EPDM和SBR材料的观察中也有所体现。这可能由 的混炼表面始终非常接近100%,这表明材料具有高均
于螺杆A 2 的螺纹长度较短且缺少销钉导致剪切应力降 匀性。对于无固定螺杆,在温度曲线2(即为获得更好
低。为了获得更可靠的信息,需要对其他几何参数的 混炼质量而选择的曲线)下也能观察到类似现象。但
替代方案(如A 2 )进行进一步研究。 若改用为提高吞吐量而选择的温度曲线,可明显观察
因此,就热混炼质量和最高温度而言,螺杆A 2 可 到混炼质量的显著下降。混炼表面约为60%至70%的
16 橡塑智造与节能环保