
Page 49 - 《橡塑智造与节能环保》2025年10期
P. 49
技术与装备
值表明混炼质量非常差,这一点也可通过图9中所示的 度分布的优化,它们在更早阶段便达到了接近100%的
薄切片观察到。 混炼效果。
这种无螺纹螺杆在温度分布T1下的混炼质量较差
的现象,在考虑螺杆沿长度方向的混炼质量发展时也
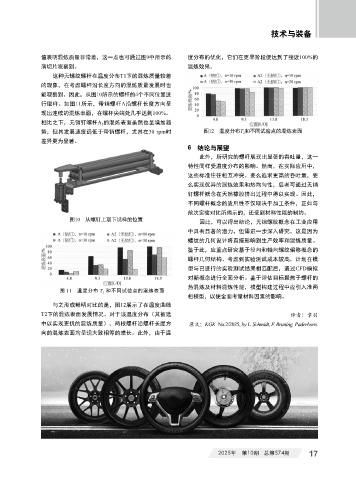
能观察到。因此,从图10所示的螺杆的4个不同位置进
行取样。如图11所示,带销螺杆A沿螺杆长度方向呈
现出连续的混炼表面,在螺杆尖端处几乎达到100%。
相比之下,无销钉螺杆A 2 的混炼表面虽然也呈增加趋
势,但其发展速度远低于带销螺杆,尤其在30 rpm时 图12 温度分布T 2 和不同试验点的混炼表面
差异更为显著。
6 结论与展望
此外,所研究的螺杆展现出显著的吞吐量,这一
特性同样受温度分布的影响。然而,在实际应用中,
这些标准往往相互冲突。要么追求更高的吞吐量,要
么实现优异的混炼效果和热均匀性,后者可通过无销
钉螺杆概念在天然橡胶挤出过程中得以实现。因此,
不同螺杆概念的适用性不仅取决于加工条件,正如与
前次实验对比所揭示的,还受到材料性能的制约。
图10 从螺钉上取下试样的位置
因此,可以得出结论,无销螺纹概念在工业应用
中具有显著的潜力,但需进一步深入研究。这是因为
螺纹的几何设计将直接影响到生产效率和混炼质量。
鉴于此,应重点研究基于径向和轴向螺纹偏移概念的
螺杆几何结构。考虑到实验测试成本较高,计划在模
型与已进行的实验测试结果相匹配后,通过CFD模拟
对新概念进行全面分析。鉴于评估目标聚焦于螺杆的
热混炼及材料混炼性能,模型构建过程中应引入准两
图 11 温度分布 T 1 和不同试验点的混炼表面
相模型,以便全面考量材料因素的影响。
与之形成鲜明对比的是,图12展示了在温度曲线
T2下的混炼表面发展情况。对于该温度分布(其被选 译者:章羽
中以实现更优的混炼质量),两根螺杆沿螺杆长度方 原文:KGK No.2/2025, by L. Schmidt, F. Bruning, Paderborn.
向的混炼表面均呈现大致相等的增长。此外,由于温
2025年 第10期 总第574期 17