
Page 77 - 《橡塑技术与装备》2025年10期
P. 77
机械与模具
MACHINERY AND MOLD
种铸钢件螺纹时,宜采用低速精车,且充分浇注切削
液,所以温升较小。而精车调模螺母时,由于其坏料
是铸铝青铜宜采用中高速精车,且不宜浇注切削液,
所以温升较大。因此,在加工过程中钢件和铜件产生
的切削热升温及其热胀冷缩方面的条件恰恰是个极大
反差,虽然理论螺距相同,但铜件的调模螺母实际螺
距累积误差就必然要比两件钢件的法兰螺柱、上固定
板累积误差明显加大。这样的话,是不是 “ 调模螺母 ”
的实际螺距更大呢?事实又恰恰相反。我们来看精车
过程 :车螺纹时的螺距精度,由车床丝杠及其传动链
精度确定,在理论上同一台车床精车相同导程(螺距)
螺纹时的瞬时导程 ( 螺距 ) 完全相等。再来分析两种
零件受切削热的影响变化情况 :首先铜件的螺距是在
上述高温下瞬时获得,当铜件温度恢复至常温时螺距
已经缩小。
缩小量 ∆P 可按公式 : ∆P=aP∆t 计算。
式中 : a—材料热膨胀系数 ;
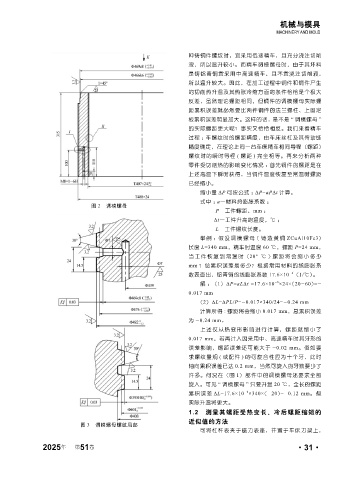
图 2 调模螺母
P—工件螺距,mm ;
∆t—工件升高的温度,℃ ;
L—工件螺纹长度。
举例 :假设调模螺母 ( 铸造黄铜 ZCuAl10Fe3)
长度 L=340 mm,精车时温度 60 ℃,螺距 P=24 mm,
当工件恢复到常温时(20° ℃ ) 螺距将会缩小多少
mm ?总累积误差是多少?根据常用材料的线膨胀系
-6
数表查出,铝青铜的线膨胀系数 17.6×10 (1/℃)。
-6
解: (1)∆P=aL∆t =17.6×10 ×24×(20-60)=-
0.017 mm
(2)∆L=∆PL/P=-0.017×340/24=-0.24 mm
计算所得 : 螺距将会缩小 0.017 mm,总累积误差
为-0.24 mm。
上 述仅 从 热 变形 影 响进 行 计 算,螺 距 就 缩小 了
0.017 mm,若再计入因采用中、高速精车时其牙形的
误差影响,螺距误差还可能大于 -0.02 mm。假如要
求螺纹量规 ( 或配件 ) 的可旋合性应为十个牙,此时
轴向累积误差已达 0.2 mm,当然可旋入的牙数要少了
许多。何况在(图 1)部件中的调模螺母还要求全部
旋入。可见 “ 调模螺母 ” 只要升温 20 ℃,全长的螺距
-6
累积误差 ∆L=17.6×10 ×340×(-20)=-0.12 mm。但
实际升温将更大。
1.2 测量其螺距受热变长、冷后螺距缩短的
近似值的方法
图 3 调模螺母螺纹局部
可将杠杆表夹于磁力表座,并置于车床刀架上,
2025 第 51 卷 ·31·
年