
Page 72 - 《橡塑技术与装备》2025年10期
P. 72
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
将会出现锁环无法锁紧模具的现象,得进行重新调整, 用螺纹连接,并可根据感应效果沿感应杆螺纹进行上
否则工作无法正常进行。一旦调整小了会使模具合模 下调节 ;在此 T 型螺杆上安装有接近开关的感应板,
后上下部分间隙过大,导致加力缸加力行程偏大增加 调模过程中,当接近开关到达感应环位置时,表示合
非硫化时间,进而影响生产效率。反复调整还会造成 模到位,操作者只需操作按钮就可,省时省力。减轻
工件的磨损,操作人员容易疲劳,易发生安全事故。 操作者劳动强度,杜绝安全隐患,保证调整精度,提
此外,轮胎硫化完加力缸泄压时,偶尔发生到达调模 高工作效率。特别是解决了到达调模位置加力缸杆下
位置加力缸杆下行不停止而造成油缸杆与下热板连接 行不停止而造成油缸杆与下热板连接的螺栓断裂,不
的螺栓断裂,不得不中断硫化工作进行维修,影响了 得不中断硫化工作进行维修,严重影响硫化工作的正
硫化工作的正常进行。 常进行的问题(如图 3)。
1.2 软控机电研发的一键式自动调模装置
软控机电针对半钢硫化机生产的轮胎要求高的特
点,研发出一种一键式调模机构装置,因其结构简单
实用,操作方便可靠,为广大使用厂家青睐,也成为
当前液压硫化机应用厂家比较普遍的结构形式。它主
要包括驱动电机、链轮、链条以及测距装置、 T 型螺杆、
T 型螺母等(如图 2)。它的外围相关部件又包括硫化
室上座、硫化室下座、错齿环、气缸、下托板、多个
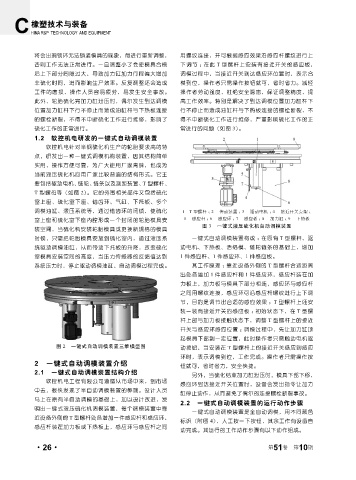
调模油缸、液压系统等,通过错齿环的闭锁,使硫化 1—T 型螺杆 ; 2— 传动装置 ; 3— 驱动电机 ; 4— 接近开关支架 ;
室上座和硫化室下座内腔形成一个封闭的轮胎模具安 5— 感应杆 ; 6— 感应环 ; 7— 感应板 ; 8— 加力缸 ; 9— 下热板
图 3 一键式液压硫化机自动调模装置
装空间,当硫化机安装轮胎模具或更换新规格的模具
时候,只需把轮胎模具安放到硫化室内,通过液压系 一键式自动调模装置构成 :在原有 T 型螺杆、驱
统驱动调模油缸,从而带动下托板的升降,改变硫化 动电机、下热板、活络模、链轮链条的基础上,增加
室模具安装空间的高度,当压力传感器的反馈值达到 1 件感应杆、1 件感应环、1 件感应板。
系统压力时,停止驱动调模油缸,自动调模过程完成。 其工作原理 :靠近设备外侧的 T 型螺杆合适距离
出处各增加 1 件感应杆和 1 件感应环,感应杆装在加
力板上,加力板与模具下部分相连,感应环与感应杆
之间用螺纹连接,感应环可沿感应杆螺纹进行上下调
节,目的是调节出合适的感应效果 ; T 型螺杆上还安
装一装有接近开关的感应板 ;初始状态下,在 T 型螺
杆上部与加力板接触状态下,调整 T 型螺杆上的接近
开关与感应环感应位置 ;调模过程中,先让加力缸顶
起模具下部到一定位置,此时操作者只需触动电机驱
图 2 一键式自动调模装置三维模型图 动按钮,当安装在 T 型螺杆上的接近开关感应到感应
环时,表示调模到位,工作完成。操作者只需操作按
2 一键式自动调模装置介绍 钮就可,省时省力,安全快捷。
2.1 一键式自动调模装置结构介绍 另外,当硫化结束加力缸泄压时,模具下部下移,
软控机电工程有限公司遵循从市场中来,到市场
感应环到达接近开关位置时,设备会发出指令让加力
中去,很快发现了半自动调模装置的弊端。设计人员
缸停止动作,从而避免了偶尔的连接螺栓断裂事故。
马上在原有半自动调模的基础上,加以设计改进,发
2.2 一键式自动调模装置的运行动作步骤
明出一键式液压硫化机调模装置,每个调模装置中靠
一键式自动调模装置是全自动调模,用不同颜色
近设备外侧的 T 型螺杆处各增加一件感应杆和感应环,
标识(附图 4),人工按一下按钮,其余工作有设备自
感应杆装在加力板或下热板上,感应环与感应杆之间
动完成。其运行的工作动作步骤有以下动作组成。
·26· 第 51 卷 第 10 期