
Page 76 - 《橡塑技术与装备》2025年10期
P. 76
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
影响调模机构旋合顺畅的主要原因分析
蔡良霄
( 中化(福建)橡塑机械有限公司,福建 三明 365000)
摘要 : 在加工大型薄壁且材质不同的非标准梯形螺纹配套件时,常常会遇到装配困难的情况,进而需要进行返修,这使得生
产进度出现迟滞,对企业的生产效益产生了不良影响。本文以此为例,展开对其中诸多方面的因素展开论证。其中不同材料的不
同受热变形是主要原因之一,但从工艺措施方面解决是唯一办法。
关键词 : 调模机构 ;梯形螺纹 ;热变形 ;材料
中图分类号 : TQ330.41 文章编号 : 1009-797X(2025)10-0030-05
文献标识码 : B DOI:10.13520/j.cnki.rpte.2025.10.007
标准梯形螺纹在机械传动中的广泛应用是同行众
所周知的,但非标准梯形螺纹在橡胶机械中应用也不
为少见,如 “ 浅牙 ” 或 “ 不等距 ” 非标准梯形螺纹在
部分热传动机械中的应用就是其中一例。
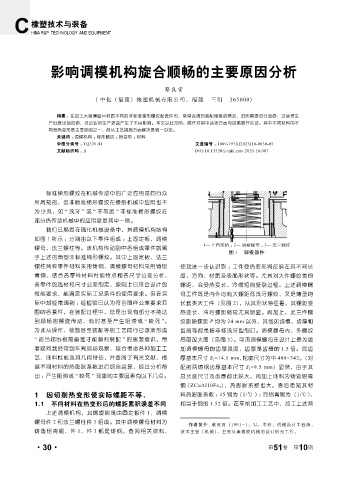
我们已熟悉在硫化机械设备中,其调模机构结构
如图 1 所示 :分别由以下零件组成 :上固定板,调模
1— 上固定桥 ; 2— 调模螺母 ; 3— 法兰螺柱
螺母,法兰螺柱等。该机构传动副中各组成零件就属
图 1 调模部件
于上述的典型非标准梯形螺纹。其中上固定板、法兰
螺柱两种零件材料采用铸钢,调模螺母材料采用铸铝 使我进一步认识到 :工件受热变形将反映在其不同长
青铜,结合各零件材料性能特点和各尺寸公差分析, 度,方向、材质及表面形状等。尤其对大件螺纹类的
各零件的选材和尺寸公差制定,原则上已符合设计的 螺距,会受热变长、冷缩短的复杂过程。上述调模螺
性能要求,能满足实际工况条件的使用要求。但在实 母工件既是内外均有大螺距低浅牙螺纹、又是薄型的
际中却经常遇到 :经检验已认为符合图样公差要求范 长套类大工件(见图 2),从其形状特征看,其螺距受
围的各套件,在装配过程中,总是出现有部分不能达 热变长、冷后螺距缩短尤其明显。再加上,此三件螺
到顺畅的螺旋传动,有时甚至产生阻滞或 “ 咬死 ”。 纹副除螺距 P 均为 24 mm 以外,其他如齿槽、齿厚和
为此从操作、检验甚至装配等的工艺同行已逐渐形成 齿高等都是按非标浅牙型制订。调模螺母内、外螺纹
“ 适当超出极限偏差才能顺利装配 ” 的思想意识。带 局部放大图(见图 3)。可见调模螺母在设计上是为增
着疑问我经常到车间现场观察,综合考虑各种加工工 加调模螺母的齿厚强度,齿厚是齿槽的 1.5 倍。即齿
艺、坯料性能及其几何特征, 并查阅了有关文献,根 厚基本尺寸 S 1 =14.5 mm, 轮廓尺寸为中 488×342。(对
据不同材料的热膨胀系数进行综合运算,经过分析得 配的两铸钢齿厚基本尺寸 S 2 =9.5 mm)显然,由于其
出 :产生阻滞或 “ 咬死 ” 现象的主要因素有以下几点。 总长度尺寸及齿厚都比较大,再加上坯料为铸造铝青
铜(ZCuAl10Fe 3 ),热膨胀系数也大。查后悉知其材
1 因切削热变形使实际螺距不等, 料热膨胀系数 : 45 钢为 (1/℃ ) ;而铝青铜为(1/℃),
1.1 不同材料在热变形后的螺距累积误差不同 相当于钢的 1.52 倍。在车削加工工艺中,加工上述两
上述调模机构,其螺旋副是由固定板件 1、调模
螺母件 2 和法兰螺柱件 3 组成。其中调模螺母材料为
作者简介 : 蔡良霄(1991-),男,本科,机械设计工程师,
铸造铝青铜,件 1、件 3 都是铸钢。查阅相关资料, 技术主管(机械),主要从事橡胶机械的设计研究工作。
·30· 第 51 卷 第 10 期