
Page 73 - 《橡塑技术与装备》2025年10期
P. 73
新技术与新产品
NEW TECHNOLOGIES AND PRODUCTS
(1)开启调模模式 ;
(2)启动开模命令,上硫化室升起,上硫化室安
全装置自动锁合 ;
(3)调模装置电机启动,驱动主动链轮、链条运转;
(4)链条带动 T 形螺母同步旋转 ;
(5)支撑板阻止 T 形螺杆随 T 形螺母旋转,使 T
形螺杆同步同向同行程升降,使支撑板始终保持与下
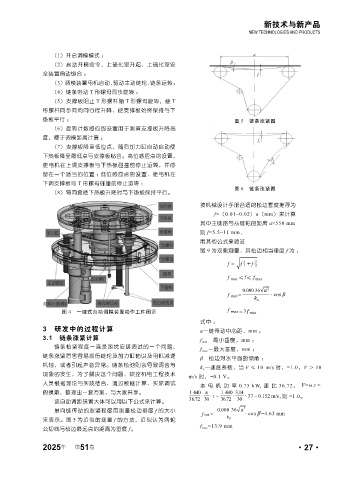
垫板平行 ; 图 5 链条涨紧图
(6)旋转计数感应的设置用于测算支撑板升降高
度,便于调模距离计算 ;
(7)支撑板降至低位点,随后加力缸自动启动使
下热板降至最低点与支撑板贴合。高位感应点的设置,
使电机在上调支撑板与下热板碰撞前停止运转,并停
留在一个适当的位置 ;低位感应点的设置,使电机在
下调支撑板与 T 形螺母碰撞前停止运转 ;
图 6 链条涨紧图
(8)导向套使下热板升降时与下垫板保持平行。
按机械设计手册合适的松边垂度推荐为
f=(0.01~0.02)a(mm)来计算
其中主链路与从链轮的距离 a≈550 mm
则 f=5.5~11 mm,
用其他公式来验证
图 9 为双侧测量,其松边相当垂度 f 为:
f = f 2 1 f 2 2
f ≤ f≤ f
0.000 36 3
f = ∙ cos
f
图 4 一键式自动调模装置动作工件图示 = 3
式中 : 1 440 π 1 440 3.14 f = f 2 1 f 2 2
∙
=
3 研发中的过程计算 2 2 f = f 2 f 2 V=ω.r = 36.72 30 ∙ r = 36.72 ∙ 30 ∙ 37 0.152 m/s,则kv=1.0。
a—链传动中心距,mm ;
1
2
3.1 链条涨紧计算 f = f 1 f 2 f min —最小垂度,mm ; 3 f ≤ f≤ f
0.000 36
f min =
f
f
f≤
≤
链条松紧程度一直是困扰安装调试的一个问题, ≤ f≤ f f f max —最大垂度,mm ; ∙ cos =4.63 mm 0.000 36 3
链条涨紧厉害容易损伤链轮及加力缸轴以及电机减速 f = ∙ cos
f max 3
3 0.000 36
=13.9 mm ;
0.000 36 β—松边对水平面的倾角
=
∙ cos
∙ cos
f
机轴,或者引起声音异常。链条松弛则会导致调齿等 = f k v —速度系数,当 V ≤ 10 m/s 时,=1.0,V > 10 ×10 =33 100N
'
f
= (900+60+600+1750)
F = mg = (m +m +m +m )
g
现象的发生,为了解决这个问题,软控机电工程技术 m/s 时,=0.1 V。 ' 1 2 3 4 = 3
f
3
f
1
=
1.3
1 440 3.14
人员根据理论与实践结合,通过数据计算,实际调试 = 3 本电机功率 0.75 kW, 1 1 440 π ∙ r = 36.72 ∙ 30 ∙ 37 0.152 m/s,则kv=1.0。
2 ∙
=
≤速比 36.72, V=ω.r =
∙
=
1 d
36.72 30
1
1 440 3.14
4
的摸索,整理出一套方案,与大家共享。 1 440 π 1 440 π ∙ r = 1 440 3.14
∙ V=ω.r =
∙
∙
=
∙ 37 0.152 m/s,则kv=1.0。
V=ω.r = 36.72 30 ∙ r = 36.72 30 ∙ 37 0.152 m/s,则kv=1.0。 3
∙
=
36.72
则 =1.0。
30
36.72
30
该自动调距装置大体可以用以下公式来计算。 0.000 36 ∙ cos =4.63 mm
1p = 3 f min =
单向链传动的涨紧程度用测量松边垂度 f 的大小 0.000 36 3 0.000 36
∙ cos
f min = f min = ∙ cos =4.63 mm =4.63 mm f max =13.9 mm
来表示。图 5 为近似的测量 f 的方法,近似认为两轮 360 360 4 1.3 ' 1
'
=13.9 mm f max =13.9 mm 1p = = = 36~ 55.4 mg = (m +m +m +m ) ∙ g = (900+60+600+1750) ×10 =33 100N
=13.9 mm
F =
f max
公切线与松边最远点的距离为垂度 f。 f max S 10 ~ 6.5 1 ≥ 1 2 1 3 4
'
' F = mg = (m +m +m +m ) g = (900+60+600+1750) ×10 '=33 100N
g
3
F = mg = (m +m +m +m ) 1 = (900+60+600+1750) ×10 =33 100N 1.3 2 ∙ 1
2
4
1
=
2
3
4
1
1 d
年
2025 第 51 卷 1.3 ' 1 1.3 ' 1 = 4 1.3 33 100 1 ·27· ≤ 1
= 2 ∙ = 2 ∙ ≤ 1 1 =9. 1 9 4
1 1 d ≤ 1 1 d 1 3.14 36 18
4 4 1p =
1p = 1p = 1.3 ' 1 1 1.3 33 100 1
360
1 = 2 ∙ ∙ = 2 = 30.4 5 360 4 1.3 ' 1
18
d 1 3.14 10 1p = S ' = ~ = 36~ 55.4 1 ≥ ∙
360 360 360 360 4 4 1.3 ' 1 44 1.3 ∙ 1 10 6.5 1
~
1p = = 1p ~ = S = = 36~ 55.4 = 36~ 55.4 1 ∙ ≥
1 ≥
S 10 6.5 10 6.5 1 1
= 4 1.3 33 100 1 =9. 1 9
1 3.14 36 18
1
=
= 4 1.3 33 100 4 1.3 33 100 1 =9. 1 9
=9. 1 9
1 1
3.14 36 3.14 36 18
18
1.3 ' 1 1 1.3 33 100 1
1 = 2 ∙ ∙ = 3.14 10 2 18 = 30.4 5
'
1
1
1
1.3 ' 1 1 1.3 1.3 33 100 1.3 33 100 1 = 30.4 5 d 1 4
= 30.4 5
∙
1 = 2 ∙ ∙1 = = 2 3.14 10 ∙ 2 = 3.14 10 2 18 4
d 1 d 1 18 4
4 4 4