
Page 114 - 《橡塑技术与装备》2025年10期
P. 114
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
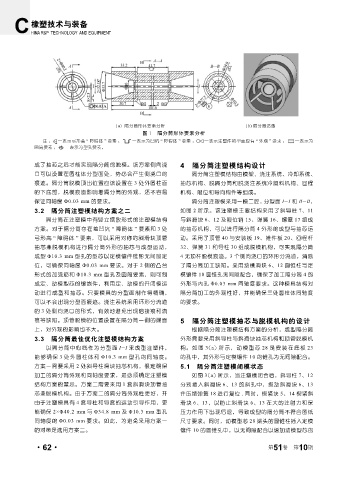
(a)隔分筒形体要素分析 (b) 隔分筒造型
图 1 隔分筒形体要素分析
注: —表示弓形高 “ 障碍体 ” 要素 ; —表示为凹坑 “ 障碍体 ” 要素 ; —表示注塑件的型面应有 “ 外观 ” 要求 ; —表示为
圆筒要素 ; — 表示为型孔要素。
成了抽芯之后才能实现隔分筒的脱模。该方案侧向浇 4 隔分筒注塑模结构设计
口可以设置在圆柱体分型面处,势必会产生侧浇口的 隔分筒注塑模结构由模架、浇注系统、冷却系统、
痕迹。隔分筒脱模顶出位置应该设置在 3 处外圆柱面 抽芯机构、脱隔分筒和脱浇注系统冷凝料机构、回程
的下底部,脱模痕迹影响着隔分筒的外观,还不容易 机构、限位和导向构件等组成。
保证同轴度 Φ0.03 mm 的要求。 隔分筒注塑模采用一模二腔,分型面 Ⅰ-Ⅰ 和 Ⅱ-Ⅱ,
3.2 隔分筒注塑模结构方案之二 如图 2 所示。该注塑模主要结构采用了斜导柱 7、11
隔分筒在注塑模中有竖立摆放形式的注塑模结构 与斜滑块 6、12 及限位销 15、弹簧 16、螺塞 17 组成
方案。对于隔分筒存在着凹坑 “ 障碍体 ” 要素和 3 处 的抽芯机构,可以进行隔分筒 4 外形的成型与抽芯运
弓形高 “ 障碍体 ” 要素,可以采用对称的斜滑块顶管 动。采用了顶管 40 与安装板 19、推件板 20、回程杆
抽芯兼脱模机构进行隔分筒外形的抽芯与成型运动, 32、弹簧 31 和导柱 30 组成脱模机构,可实现隔分筒
成型 Φ10.3 mm 型孔的型芯以定模镶件锥形无间隙定 4 无顶杆脱模痕迹。3 个侧向浇口的环形分流道,消除
位,可确保同轴度 Φ0.03 mm 要求。对于 2 侧的凸台 了隔分筒加工缺陷。采用动模滑块 6、12 圆锥柱与定
形式的加强筋和 Φ10.3 mm 型孔及圆筒要素,则可制 模镶件 10 圆锥孔无间隙配合,确保了加工隔分筒 4 的
成定、动模型芯的镶嵌件,利用定、动模的开闭模运 外形与内孔 Φ0.03 mm 同轴度要求。这种模具结构对
动进行成型和抽芯。只要模具的分型面制作得精确, 隔分筒加工的外观性好,并能确保三处圆柱体同轴度
可以不会出现分型面痕迹。浇注系统采用环形分流道 的要求。
的 3 处侧向浇口的形式,有效地避免出现熔接痕和流
痕等缺陷。顶管脱模的位置设置在隔分筒一侧的端面 5 隔分筒注塑模抽芯与脱模机构的设计
上,对外观的影响也不大。 根据隔分筒注塑模结构方案的分析,成型隔分筒
3.3 隔分筒最佳优化注塑模结构方案 外形需要采用斜导柱与斜滑块抽芯机构和顶管脱模机
以隔分筒中心线作为分型面 Ⅰ-Ⅰ 来成型注塑件, 构。如图 3(a) 所示,动模型芯 28 是安装在底板 23
能够确保 3 处外圆柱体和 Φ10.3 mm 型孔的同轴度。 的孔中,其外形与定模镶件 10 的锥孔为无间隙配合。
方案一需要采用 2 处斜导柱滑块抽芯机构,很难确保 5.1 隔分筒注塑模闭模状态
加工的隔分筒外观和同轴度要求,是必须确定注塑模 如图 3(a) 所示,当注塑模闭合后,斜导柱 7、12
结构方案的禁忌。方案二需要采用 1 套斜滑块顶管抽 分别插入斜滑块 6、13 的斜孔中,拨动斜滑块 6、13
芯兼脱模机构。由于方案二的隔分筒外观性更好,并 并压缩弹簧 18 进行复位 . 同时,楔紧块 5、14 楔紧斜
由于注塑模具有 4 套导柱和导套的运动引导作用,更 滑块 6、13,以防止斜滑块 6、13 在大的注射力和保
能确保 2×Φ40.2 mm 与 Φ34.8 mm 及 Φ10.3 mm 型孔 压力作用下出现后退,导致成型的隔分筒不符合图纸
同轴度的 Φ0.03 mm 要求。如此,为避免采用方案一 尺寸要求。同时,动模型芯 28 端头的圆锥柱插入定模
的对策是选用方案二。 镶件 10 的圆锥孔中,以无间隙配合以增加动模型芯的
·62· 第 51 卷 第 10 期