
Page 110 - 《橡塑技术与装备》2025年10期
P. 110
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
“ 螺旋钢丝束 ” 方式进行缠绕编织,当成型裁断时裁
刀下刀有时正好顶到钢丝,使钢丝变形露出,如图 4。
图 6 钩刀刀片
图 4 钢丝变形露出
(2)成型机带束裁断裁刀与钢丝不平行,刮钢丝 带束裁断时需要稳定的固定在裁断区,避免裁刀
边部未及时裁断使钢丝卷曲外露,如图 5。 裁切时材料移动卡顿不同步,材料的固定形式分为 “ 面
压式 ” 和 “ 点压式 ”。
(1)面压式 :在材料裁断时由压板调整装置与正
下方的托板配合将材料夹紧固定,使裁刀裁切带束材
料,此方式虽然可以有效的固定带束材料,但当带束
材料钢丝角度发生偏差时,裁刀移动角度与材料钢丝
角度不平行时极易造成刮钢丝问题发生。
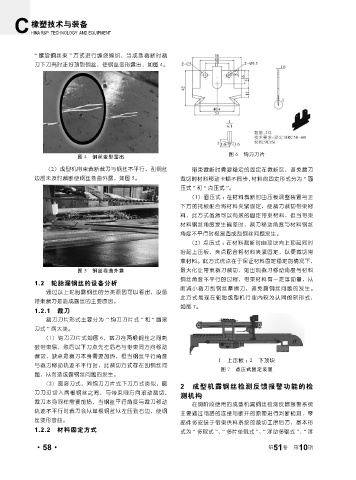
(2) 点压式 :在材料裁断时由顶块向上顶起同时
抬起上压板,夹点配合将材料夹紧固定,以便裁切带
束材料。此方式优点在于保证材料固定稳定的情况下,
图 5 钢丝卷曲外露 最大化让带束裁刀裁切,如出现裁刀移动角度与材料
钢丝角度不平行的过程,带束材料有一定浮动量,从
1.2 轮胎漏钢丝的设备分析
而减小裁刀刮钢丝摩擦力,避免露钢丝问题的发生。
通过以上轮胎露钢丝的分类原因可以看出,设备
此方式是现在轮胎成型机行业内较为认同的新形式,
带束裁刀是造成露丝的主要原因。
如图 7。
1.2.1 裁刀
裁刀刀片形式主要分为 “ 钩刀刀片式 ” 和 “ 圆滚
刀式 ” 两大类。
(1)钩刀刀片式如图 6,裁刀在两根钢丝之间刺
破带束层,然后以下刀点先左后右与带束同方向移动
裁切,缺点是裁刀本身需要加热,但当钢丝平行角度
1—上压板 ; 2—下顶块
与裁刀移动轨迹不平行时,此裁切方式存在刮钢丝问
图 7 点压式固定装置
题,从而造成露钢丝问题的发生。
(2)圆滚刀式,同钩刀刀片式下刀方式类似,圆
2 成型机露钢丝检测反馈报警功能的检
刀刀刃切入两根钢丝之间,与带束同方向滚动裁切,
测机构
裁刀本身同样需要加热,当钢丝平行角度与裁刀移动
在现阶段使用的成型机漏钢丝检测反馈报警系统
轨迹不平行时裁刀会从单根钢丝从左压到右边,使钢
主要通过电路的连接与断开的原理进行判断检测,零
丝变形弯曲。
部件多安装于带束供料系统的裁切工序后方,基本形
1.2.2 材料固定方式 式为 “ 多辊式 ”、 “ 多片单辊式 ”、 “ 浮动多辊式 ”、 “ 浮
·58· 第 51 卷 第 10 期