
Page 128 - 《橡塑技术与装备》2025年1月
P. 128
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
表 1 氢化苯乙烯热塑性弹性体的特性
结构 苯乙烯含量 /% 230 ℃和 2.16 kg(g/10 min)时的 MFl
CalpreneH6215S SB/SEBS 13 13
Calprene H6182X SEBS 13 25
®
Dyne174 SEBS 30 25
1.2 制备聚苯乙烯 - 苯乙烯 - 丁二烯共聚物 Instron 公司生产的 0.5 级通用试验机 5500R6025。
泡沫 使用 Hita-chi 生产的 FlexSEM1000 型仪器,利
在双螺杆挤压机(CollinZK25T,L/D=24) 中, 用扫描电子显微镜(SEM)分析不同泡沫成分的细胞
按照 170 ℃至 190 ℃的温度曲线和 150 r/min 的螺杆 结构,以评估不同配方之间的区别。文章中报告的图
转速,将聚丙烯与 SEBS 和无机填料混合。通过添加 像与试样中心相对应。
10%、20% 和 30% 的 SEBS 以及从 0% 到 20% 不等
的滑石粉,生产出了不同的配方 ;所有配方中的炭黑 2 结果与讨论
含量均为 3.85%( 质量分数)。在发泡过程之前,对化 2.1 SEBS 结构的影响
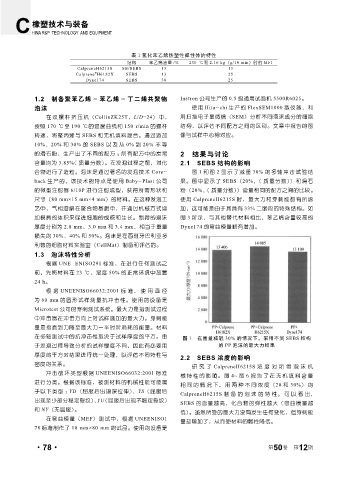
合物进行了造粒。泡沫是通过著名的发泡技术 Core- 图 1 和图 2 显示了减重 30% 的多轴冲击试验结
back 生产的,该技术的特点是使用 Baby-Plast 公司 果。图中显示了 SEBS(20%,( 质量分数))和滑石
的微型注射器 6/10P 进行注射成型,获得所需形状和 粉(20%, ( 质量分数))含量相同的配方之间的比较。
尺寸(80 mm×15 mm×4 mm)的材料。在这种发泡工 使用 CalpreneH6215S 时,最大力和穿刺能都有所增
艺中,气相溶解在聚合物基质中,并通过机械方式增 加,这可能是由于其具有 33% 二嵌段的特殊结构。如
加模具的体积来促进细胞的成核和生长。制得的泡沫 图 3 所示,与其他替代材料相比,苯乙烯含量较高的
厚度分别为 2.8 mm、3.0 mm 和 3.4 mm,相当于重量 Dyne174 的弯曲模量略有增加。
损失的 30%、40% 和 50%。泡沫是在西班牙巴利亚多
利德的细胞材料实验室(CellMat)制备和评估的。
1.3 泡沫特性分析
根据 UNE-ENISO291 标准,在进行任何测试之
前,先将材料在 23 ℃、湿度 50% 的正常环境中放置
24 h。
根据 UNEENISO66032:2001 标准,使用直径
为 60 mm 的圆形试样测量抗冲击性。使用的设备是
Microtest 公司的穿刺测试系统。最大力是指测试过程
中冲击器在冲击方向上对试样施加的最大力。穿刺能
量是指直到力降至最大力一半时所消耗的能量。材料
在多轴测试中的抗冲击性取决于试样厚度的平方。由 图 1 在重量减轻 30% 的情况下,采用不同 SEBS 结构
于发泡过程导致分析的试样厚度不同,因此有必要用 的 PP 泡沫的最大力结果
厚度的平方对结果进行统一处理,以评估不同特性与
2.2 SEBS 浓度的影响
密度的关系。
研究了 CalpreneH6215S 浓度对所得泡沫机
冲击破坏类型根据 UNEENISO66032:2001 标准
械特性的影响。图 4~ 图 6 报告了在无机填料含量
进行分类。根据该标准,被测材料的机械性能可能属
相 同 的 情 况 下, 用 两 种 不 同 浓度(20 和 30%) 的
于以下类型 : YD(屈服后出现深拉伸)、YS(屈服后
CalpreneH6215S 制备的泡沫的特性。可以看出,
出现至少部分稳定裂纹)、 YU (屈服后出现不稳定裂纹)
SEBS 的含量越高,化合物的弹性越大(弯曲模量越
和 NY(无屈服)。
低)。虽然所受的最大力没有发生任何变化,但穿刺能
在弯曲模量(MEF)测试中,根据 UNEENISO1
量却增加了,从而使材料的脆性降低。
78 标准制作了 10 mm×80 mm 的试品。使用的设备是
·78· 第 50 卷 第 12 期