
Page 121 - 《橡塑技术与装备》2026年4期
P. 121
工业自动化
INDUSTRIAL AUTOMATION
备可靠性、工艺稳定性与生产透明度。 AMS2750E),生成符合性报告; SPC(统计过程控制):
(1)动态工艺曲线可视化,HMI 界面以高刷新率 对关键参数(如压力)进行 CPK 分析,识别系统性偏差;
(≥ 1 Hz)同步渲染所有温区设定温度-实际温度双 能耗瓶颈诊断 :按温区 / 时段统计能耗分布,定位热
轨曲线,支持毫秒级延迟显示,直观呈现加热 / 保温 / 效率洼地(如模具密封劣化导致保温能耗上升 15%)。
冷却各阶段的温度跟随精度与均匀性偏差;集成压力 - (3)知识沉淀与协同优化,报警解决方案库 :积
流量 - 时间三维图谱,实时监控管道内氮气动态,结 累维修案例与处置有效性评分,形成企业专属知识图
合阀门开度反馈,构建气路系统状态全景视图。 谱。
(2)生产进度智能导览,阶段化进程管理 :自动
识别当前工艺阶段(预热 / 加热 / 定型 / 抽真空),并
基于剩余时间倒计时与能耗预估,辅助生产调度决策;
异常工况标定 :当参数偏离安全阈值时,曲线自动触
发颜色报警标记(如超温段显红色),实现异常快速定
位。
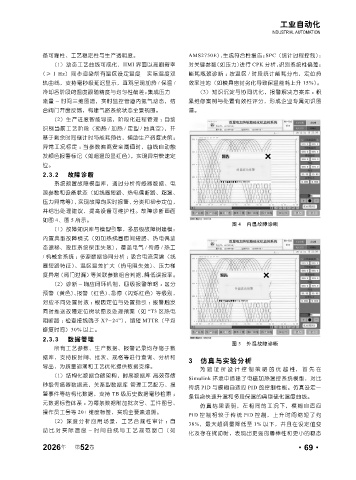
2.3.2 故障诊断
系统预置故障模型库,通过分析传感器数据、电
源参数和设备状态(如线圈短路、热电偶断路、超温、
压力异常等),实现故障的实时报警、分类和初步定位,
并给出处理建议,提高设备可维护性。故障诊断画面
如图 4、图 5 所示。
图 4 内温故障诊断
(1)故障知识库与模型引擎,多层级故障树建模:
内置典型故障模式(如加热线圈匝间短路、热电偶动
态漂移、液压系统保压失效),覆盖电气 / 传感 / 热工
/ 机械全系统 ;多源数据协同分析 :吸合电流突增(线
圈短路特征)、温区温差扩大(热电阻失效)、压力梯
度异常(阀门泄漏)等关联参数组合判据,降低误报率。
(2)诊断-响应闭环机制,四级报警策略 :区分
预警(黄色)、报警(红色)、急停(闪烁红色)等级别,
对应不同处置时效 ;根因定位与处置指引 :报警触发
同时推送故障定位树状图及处理预案(如 “T3 区热电
阻断路 :检查接线端子 X7-24”),缩短 MTTR(平均
修复时间)30% 以上。
2.3.3 数据管理
图 5 外温故障诊断
所有工艺参数、生产数据、报警记录均存储于数
据库,支持按时间、批次、规格等进行查询、分析和
3 仿真与实验分析
导出,为质量追溯和工艺优化提供数据支撑。
为验证所设计控制策略的优越性,首先在
(1)结构化数据仓储架构,时序数据库 高效存储
Simulink 环境中搭建了电磁加热温控系统模型,对比
秒级传感器数据流,关系型数据库 管理工艺配方、报
传统 PID 与模糊自适应 PID 的控制性能。仿真设定一
警事件等结构化数据,支持 TB 级历史数据毫秒检索 ;
条包含快速升温和多段保温的典型硫化温度曲线。
元数据标签体系 :为每条数据附加批次号、工件图号、
仿真结果表明,在相同的工况下,模糊自适应
操作员工号等 20+ 维度标签,实现全要素追溯。
PID 控制相较于传统 PID 控制,上升时间缩短了约
(2)深度分析应用场景,工艺合规性审计 :自
38%,最大超调量降低至 1% 以下,并且在设定值变
动比对实际温度-时间曲线与工艺规范窗口(如
化及存在扰动时,表现出更强的鲁棒性和更小的稳态
2026 第 52 卷 ·69·
年