
Page 120 - 《橡塑技术与装备》2026年4期
P. 120
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
图 2 模糊自适应 PID 控制器结构框图
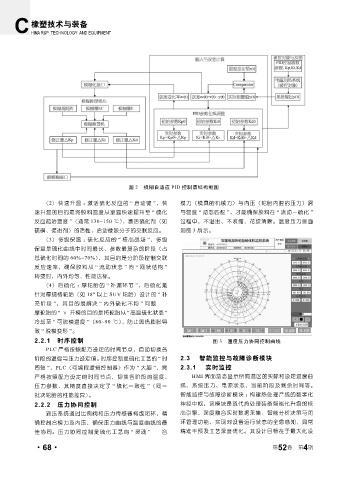
(2)快速升温 :激活硫化反应的 “ 启动键 ”,快 模力(模具的机械力)与内压(轮胎内腔的压力)需
速升温的目的是将胶料温度从室温快速提升至 “ 硫化 与温度 “ 动态匹配 ”,才能确保胶料在 “ 流动-硫化 ”
反应起始温度 ”(通常 130~150 ℃),激活硫化剂(如 过程中,不溢出、不收缩、花纹清晰。温度压力画面
硫磺、促进剂)的活性,启动橡胶分子的交联反应。 如图 3 所示。
(3)多级保温 :硫化反应的 “ 核心战场 ”,多级
保温是硫化曲线中时间最长、参数最复杂的阶段(占
总硫化时间的 60%~70%),其目的是分阶段控制交联
反应速率,确保胶料从 “ 流动状态 ” 向 “ 网状结构 ”
转变时,内外均匀、性能达标。
(4)后硫化 :厚轮胎的 “ 补漏环节 ”,后硫化是
针对厚规格轮胎(如 18" 以上 SUV 轮胎)设计的 “ 补
充阶段 ”,其目的是解决 “ 内外硫化不均 ” 问题 ——
厚轮胎的 “ v 开模的目的是将轮胎从 “ 高温硫化状态 ”
冷却至 “ 可脱模温度 ”(80~90 ℃),防止因热膨胀导
致 “ 脱模变形 ”。
2.2.1 时序控制 图 3 温度压力协同控制曲线
PLC 严格按照配方设定的时间节点,自动切换各
阶段的温度与压力设定值。时序控制是硫化工艺的 “ 时 2.3 智能监控与故障诊断模块
间轴 ”,PLC(可编程逻辑控制器)作为 “ 大脑 ”,需 2.3.1 实时监控
严格按照配方设定的时间节点,切换各阶段的温度、 HMI 界面动态显示所有温区的实际和设定温度曲
压力参数,其精度直接决定了 “ 硫化一致性 ”(同一 线、系统压力、电源状态、当前阶段及剩余时间等。
批次轮胎的性能差异)。 智能监控与故障诊断模块 :构建热处理产线的数字化
2.2.2 压力协同控制 神经中枢,该模块是现代热处理装备智能化升级的核
液压系统通过比例阀和压力传感器构成闭环,精 心引擎,深度融合实时数据采集、智能分析决策与闭
确控制合模力及内压,确保压力曲线与温度曲线的最 环管理功能,实现对设备运行状态的全息感知、异常
佳协同。压力协同控制是硫化工艺的 “ 灵魂 ”—— 合 精准干预及工艺深度优化。其设计目标在于最大化设
4
·68· 第 52 卷 第 期