
Page 119 - 《橡塑技术与装备》2026年4期
P. 119
工业自动化
INDUSTRIAL AUTOMATION
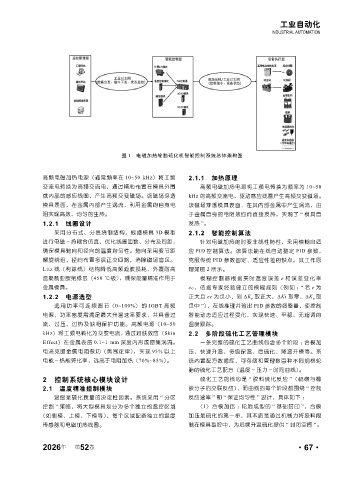
图 1 电磁加热轮胎硫化机智能控制系统总体架构图
高频电磁加热电源(通常频率在 10~50 kHz)将工频 2.1.1 加热原理
交流电转换为高频交流电,通过精心布置在模具外围 高频电磁加热电源将工频电转换为频率为 10~50
或内部的感应线圈,产生高频交变磁场。该磁场穿透 kHz 的高频交流电,驱动感应线圈产生高频交变磁场。
模具表面,在金属内部产生涡流,利用金属的自身电 该磁场穿透模具表面,在其内部金属中产生涡流,由
阻实现高效、均匀的生热。 于金属自身的电阻效应而直接发热,实现了 “ 模具自
1.2.1 线圈设计 发热 ”。
采用分布式、分层绕制结构,根据模具 3D 模型 2.1.2 智能控制算法
进行电磁-热耦合仿真,优化线圈匝数、分布及间距, 针对电磁加热的时变非线性特性,采用模糊自适
确保模具轴向和径向的温度均匀性。轴向采用变节距 应 PID 控制算法。该算法能在线自动整定 PID 参数,
螺旋绕组,径向布置多层正交回路,消除磁场盲区。 克服传统 PID 参数固定、适应性差的缺点。其工作原
Litz 线(利兹线)结构降低高频趋肤损耗,外覆耐高 理如图 2 所示。
温聚酰亚胺绝缘层(450 ℃级),确保能量精准作用于 模糊控制器根据实时温度误差 e 和误差变化率
金属模具。 ec,依据专家经验建立的模糊规则(例如 : “ 若 e 为
1.2.2 电源选型 正大且 ec 为负小,则 ΔK p 取正大,ΔKi 取零,ΔK p 取
选用功率可连续调节(0~100%)的 IGBT 高频 负中 ”),在线推理并输出 PID 参数的调整量,使控制
电源,功率密度需满足最大升温速率要求,并具备过 器能动态适应过程变化,实现快速、平稳、无超调的
流、过压、过热及缺相保护功能。高频电源(10~50 温度跟踪。
kHz)将工频电转化为交变电流,通过趋肤效应(Skin 2.2 多阶段硫化工艺管理模块
Effect)在金属表层 0.1~1 mm 深度内形成密集涡流。 一条完整的硫化工艺曲线包含多个阶段 :合模加
电流克服金属电阻做功(焦耳定律),实现 95% 以上 压、快速升温、多级保温、后硫化、降温开模等。系
电能-热能转化率,远高于电阻加热(70%~85%)。 统内置配方数据库,可存储和管理数百种不同规格轮
胎的硫化工艺配方(温度-压力-时间曲线)。
2 控制系统核心模块设计 硫化工艺的核心是 “ 胶料硫化反应 ”(硫磺与橡
2.1 温度精准控制模块 胶分子的交联反应),而曲线的每个阶段都围绕 “ 控制
温度是硫化质量的决定性因素。系统采用 “ 分区 反应速率 ” 和 “ 保证均匀性 ” 设计,具体如下 :
控制 ” 策略,将大型模具划分为多个独立的温控区域 (1)合模加压 :轮胎成型的 “ 基础封印 ”,合模
(如侧模、上模、下模等),每个区域配备独立的温度 加压是硫化的第一步,其本质是通过机械力将胶料限
传感器和电磁加热线圈。 制在模具型腔中,为后续升温硫化提供 “ 封闭空间 ”。
年
2026 第 52 卷 ·67·