
Page 123 - 《橡塑技术与装备》2026年4期
P. 123
产品与设计
PRODUCT AND DESIGN
基于多体动力学的大造粒齿轮箱拨叉换挡
机构轴承选型与花键配合设计方法研究
1
陈进 ,李明阳 2
(1.中石化上海石油化工股份有限公司,上海 200540 ;
2. 南京高精齿轮集团有限公司,江苏 南京 211103)
摘要 : 针对目前大造粒齿轮箱拨叉换挡机构振动偏大的问题,以正在研制的上海石化大造粒齿轮箱为研究对象,从轴承配置
和花键侧隙两个方面进行了分析与优化设计,建立了考虑轴承刚度、花键侧隙、不对中量等因素的传动系统多体动力学分析模型,
分析对比了圆锥滚子轴承和深沟球轴承在作为换挡齿轮支撑时传动系统的动态响应,研究了齿顶定位花键和齿侧定位花键对拨叉
换挡系统不对中量的影响,基于此分析对比了两种花键配合方法对系统动态响应的影响。结果表明圆锥滚子轴承具有更高抗倾覆
能力,齿顶定位花键能提供更高的对中精度,两者都可以一定程度地降低大造粒齿轮箱拨叉换挡机构处的振动响应。
关键词 : 大造粒齿轮箱 ;轴承 ;花键 ;减振
引用论文 : 陈进,李明阳,基于多体动力学的大造粒齿轮箱拨叉换挡机构轴承选型与花键配合设计方法研究 [J]. 橡塑技术与
装备,2026, 52(4):71-77.
中图分类号 : TQ330.663 文章编号 : 1009-797X(2026)04-0071-07
文献标识码 : B DOI:10.13520/j.cnki.rpte.2026.04.015
0 绪论
随着石化行业对高性能造粒设备需求的日益增
长,大型双螺杆挤压造粒机组已成为核心生产装置,
其传动系统齿轮箱的可靠性与换挡性能直接决定了造
粒工艺的连续性和生产效率 [1~2] 。由于造粒工艺需根
据物料特性(如熔融黏度、塑化温度)动态调整螺杆
转速与扭矩,因此齿轮箱至少需具备两种速比挡位,
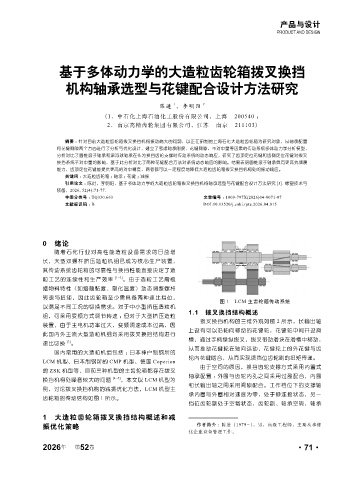
图 1 LCM 主齿轮箱传动系统
以满足不同工况的切换需求。对于中小型挤压造粒机
1.1 拨叉换挡结构概述
组,可采用变频方式调节转速 ;但对于大型挤压造粒
拨叉换挡机构的三维外观如图 2 所示,长输出轴
装置,由于主电机功率过大,变频调速成本过高,因
上设有可以沿轴向移动的花键轮,花键轮中间开设滑
此国内外主流大型造粒机组均采用拨叉换挡结构进行
槽,通过手柄操纵拨叉,拨叉带动滑块在滑槽中移动,
[3]
速比切换 。
从而推动花键轮在轴向运动,花键轮上的外花键与齿
国内常用的大造粒机组包括 :日本神户制钢所的
轮内花键啮合,从而实现该挡位齿轮副的扭矩传递。
LCM 机型、日本制钢所的 CMP 机型、德国 Coperion
由于空间的原因,换挡齿轮支撑方式采用内置式
的 ZSK 机型等,目前三种机型的主齿轮箱都存在拨叉
轴承配置 :外圈与齿轮内孔之间采用过盈配合,内圈
[4~5]
换挡机构处噪音较大的问题 ,本文以 LCM 机型为
和长输出轴之间采用间隙配合。工作档位下的支撑轴
例,讨论拨叉换挡机构的减振优化方法,LCM 机型主
承内圈与外圈相对速度为零,处于静连接状态,另一
齿轮箱的传动结构如图 1 所示。
挡位齿轮副处于空载状态,齿轮副、轴承空转,轴承
1 大造粒齿轮箱拨叉换挡结构概述和减
振优化策略 作者简介 :陈进(1979-),男,高级工程师,主要从事炼
化企业设备管理工作。
2026 第 52 卷 ·71·
年