
Page 99 - 《橡塑技术与装备》2025年10期
P. 99
材料与配方
MATERIALS AND FORMULATIONS
注塑机 : SA1600/540V,海天机械 ; 规定用色度仪测试样品 L,a 和 b 值。
万能拉伸试验机 : ETM104B,深圳万测试验设备 力学性能测试 :测试前将拉伸、弯曲、冲击三种
有限公司 ; 试 样在 温度 24±2 ℃、相 对 湿度 60±2% 环 境中 存放
简支梁和悬臂梁摆锤冲击测定仪 : HIT-2452, 24 h,然后根据 GB/T 1040.2—2006 用万能拉伸试验
承德市金建检测仪器有限公司 ; 机测试拉伸性能 ;根据 GB/T 1043.1—2008 用简支梁
邵氏硬度计 : GS-710,TECLOCK 公司 ; 和悬臂梁摆锤冲击测定仪测试冲击性能 ;根据 GB/T
XGP 镜向光泽度计 : 60 型,天津市信通光达科 9341—2008 用万能拉伸试验机测试弯曲性能。
技有限公司 ;
色度仪 : Labscan XE,HunterLab 公司。 2 结果与讨论
1.3 样品制备 2.1 复合材料表明光泽度分析
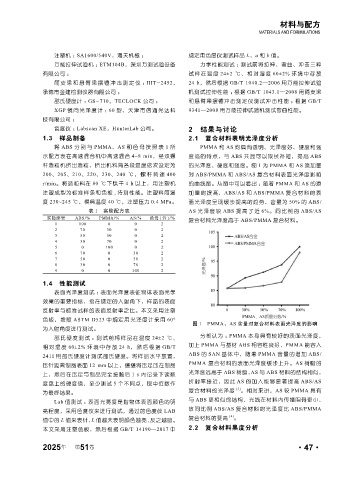
将 ABS 分别与 PMMA、AS 和色母按照表 1 所 PMMA 和 AS 均具有透明、光泽度好、硬度和强
示配方表在高速混合机中高速混合 4~8 min,经双螺 度高的特点,与 ABS 共混可以取长补短,提高 ABS
杆造粒机挤出造粒,挤出机料筒各段温度依次设定为 的光泽度、硬度和强度。图 1 为 PMMA 和 AS 添加量
200、205、210、220、230、240 ℃,螺杆 转速 400 对 ABS/PMMA 和 ABS/AS 复合材料表面光泽度影响
r/min。将造粒料在 80 ℃下烘干 4 h 以上,用注塑机 的曲线图。从图中可以看出 :随着 PMMA 和 AS 的添
注塑成型为标准样条和色板 , 待测性能。注塑料筒温 加量的提高,ABS/AS 和 ABS/PMMA 复合材料的表
度 230~245 ℃,模具温度 40 ℃,注塑压力 0.4 MPa。 面光泽度呈现缓步提高的趋势,含量为 50% 的 ABS/
表 1 实验配方表 AS 光泽度较 ABS 提高了近 6%。同比例的 ABS/AS
实验序号 ABS/% PMMA/% AS/% 色母 ( 外 )/% 复合材料光泽度高于 ABS/PMMA 复合材料。
1 100 0 0 2
2 70 30 0 2
3 50 50 0 2
4 30 70 0 2
5 0 100 0 2
6 70 0 30 2
7 50 0 50 2
8 30 0 70 2
9 0 0 100 2
1.4 性能测试
表面光泽度测试 :表面光泽度表征物体表面光学
效果的重要指标,指在规定的入射角下,样品的表面
反射率与标准试样的表面反射率之比。本文采用注塑
色板,按照 ASTM D523 中规定用光泽度计采用 60°
图 1 PMMA、AS 含量对复合材料表面光泽度的影响
为入射角度进行测试。
邵 氏 硬度 测 试 :测 试 前将 样 品 在 温 度 24±2 ℃、 分析认为 : PMMA 本身具有较好的表面光泽度,
相对湿度 60±2% 环境中存放 24 h,然后根据 GB/T 加上 PMMA 与基材 ABS 相容性良好,PMMA 能容入
ABS 的 SAN 基体中,随着 PMMA 含量的增加 ABS/
2411 用邵氏硬度计测试邵氏硬度。将样品水平放置,
压针距离制品表面 12 mm 以上,缓缓将压足压在制品 PMMA 复合材料的表面光泽度缓步上升。AS 树脂的
上,然后在压足与制品完全接触后 1 s 内记录下读数 光泽度远高于 ABS 树脂, AS 与 ABS 材料的结构相似,
折射率接近, 因此 AS 的加入能够显著提高 ABS/AS
度盘上的硬度值,至少测试 5 个不同点,取中位数作
为最终结果。 复合材料的光泽度 [3] 。相对来讲,AS 较 PMMA 具有
Lab 值测试 :表面光亮度是指物体表面颜色的明 与 ABS 更相似的结构,光线在材料内传播阻碍更小,
亮程度,采用色度仪来进行测试,通过的色度仪 LAB 故同比例 ABS/AS 复合材料的光泽度比 ABS/PMMA
复合材料的要高 [4] 。
值中的 L 值来表针, L 值越大表明颜色越亮,反之越暗。
本文采用注塑色板,然后根据 GB/T 14190—2017 中 2.2 复合材料黑度分析
年
2025 第 51 卷 ·47·