
Page 91 - 《橡塑技术与装备》2025年10期
P. 91
工艺与设备
PROCESS AND EQUIPMENTS
2.6 缠绕装置自定位结构 据工艺要求的断面轮廓及重量,完成半制品部件的缠
为了避让胎体鼓和成型鼓的操作维修空间,缠绕 绕并提升断面精度和重量精度。经客户现场调试,该
装置需要径向移动 ;当胎体鼓和成型鼓的轮胎规格发 系统能够稳定、精准的缠绕出巨型工程胎的气密层、
生变化时,受限于缠绕头的径向移动距离限制,缠绕 插入包、过渡层、胎肩、胎侧、基部胶和胎冠胶,各
装置的径向工作位置需要移到合适位置 ;缠绕头回转 项指标均达到了轮胎厂的要求 :重量精度 ±1%,厚度
中心与胎体鼓和成型鼓的中心距离需要输入到上位机 精度 ±1. 5mm,对称精度 ±2 mm,设备已正式投入生
配方参数中,其对缠绕宽度有较大的影响。 产。其中缠绕胎侧部件测量数据记录如表 1 所示 :第
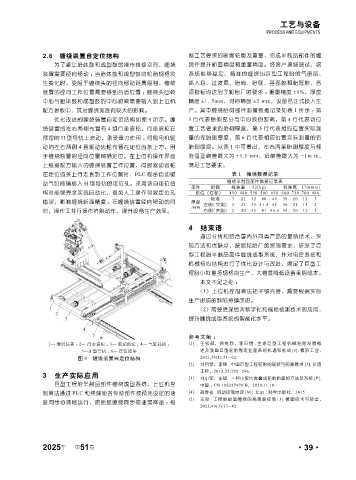
优化改进的缠绕装置自定位结构如图 9 所示。缠 3 行代表胎侧部分与中心线的距离,第 4 行代表该位
绕装置的左右两侧布置有 4 组行走滚轮,行走滚轮在 置工艺要求的胎侧厚度,第 5 行代表相应位置实际测
预埋的 H 型导轨上滚动,承受重力作用 ;伺服电机驱 量的左胎侧厚度,第 6 行代表相应位置实际测量的右
动的左右两侧 4 套驱动齿轮布置在定位齿条上方,用 胎侧厚度。从表 1 中可看出,左右两条胎侧厚度与标
于缠绕装置的径向位置精确定位。在上位机操作界面 准值正偏差最大为 +1.5 mm,负偏差最大为 -1m m,
上根据配方输入的缠绕装置工作位置,伺服驱动齿轮 满足工艺要求。
在定位齿条上行走直到工作位置时,PLC 程序自动驱 表 1 缠绕数据记录
动气缸插销插入 H 型导轨的定位孔。采用该自定位结 缠绕半制品部件数据记录表
部件 胎侧 标准重 52(kg) 标准宽 570(mm)
构时能够完全实现自动化,避免人工操作导致定位孔 定位(灯标) 410 480 530 580 630 680 730 780 980
标准 3 21 32 40 40 35 20 12 3
错误,影响缠绕断面精度 ;在缠绕装置径向移动的同 厚度
/mm 左侧(实测) 3 21 33 41.5 41 36 21 13 2
时,操作工并行操作挤胶动作,提升设备生产效率。 右侧(实测) 2 20 32 41 40.6 34 20 12 2
4 结束语
通过分析和结合国内外同类产品的最新技术、实
现方法和优缺点,按照轮胎厂的客观需求,研发了巨
型工程胎半制品部件缠绕成型系统,并对电控系统和
机械核心结构进行了优化设计与改进,满足了巨型工
程胎小批量多规格的生产,大幅度降低设备采购成本。
本文不足之处 :
(1)上位机控制算法还不够完善,需要根据实际
生产出现的缺陷持续改进。
(2)需要更深层次数字化和视觉检测技术的应用,
提升缠绕成型系统的智能化水平。
参考文献 :
1— 缠绕装置 ; 2— 行走滚轮 ; 3— 驱动齿轮 ; 4— 气缸插销 ; [1] 王松威,徐维欣,李 曰煜 . 全球巨型工程 机械轮胎发展概
5—H 型导轨 ; 6— 定位齿条 述及我国巨型轮胎制造业面临的机遇和挑战 [J]. 橡胶工业,
图 9 缠绕装置自定位结构 2011,58(1):51-62.
[2] 刘月琴,李锋 . 中国巨型工程轮胎的现状与前景展望 [J]. 价值
工程,2012,35:295-296.
3 生产实际应用 [3] 刘小军,李斌 . 一种小胶片堆叠成轮胎胎面的方法及系统 [P].
巨型工程胎半制品部件缠绕成型系统,上位机控 中国 : CN 108227478 B,2020.11.10.
制算法通过 PLC 和终端使各传动部件按预先设定的速 [4] 胡寿松 . 自动控制原理 [M]. 北京 : 科学出版社,2015.
[5] 王俊 . 工程胎胎面缠绕的高精度控制 [J]. 橡塑技术与装备,
度同步协调地运行,使胎胚缠绕同步提速或降速 ;根
2023,49(3):37-42.
年
2025 第 51 卷 ·39·