
Page 90 - 《橡塑技术与装备》2025年10期
P. 90
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
v c =Kn e (1)
式中 : v c — 智能压延机辊筒速度 ;
K— 比例系数,一般设置为 2~3 ;
n e — 挤出机螺杆转速。
在巨型工程胎半制品部件缠绕成型系统的加减速
控制过程中,需要把挤出机螺杆转速和压延机辊筒速
度按式(1)进行分段式控制,一般设置有 3~6 段阶
梯式控制,每阶段设置的 K 值都有区别,具体值需根
据计算加减速时间公式计算后再根据实际项目进行微
调。
2.3.2.2 匀速斜坡控制
其次,缠绕成型系统各个设备之间匀速斜坡控制
1— 冷却鼓体 ; 2— 气动薄膜阀 ; 3— 电动比例阀 ; 4— 冷却水管路
按公式(2)进行控制。 图 7 冷却装置
v i +1=Kv i (2)
式中 : v i +1— 下一步设备速度 ; 2.5 智能压延机辊距自适配结构
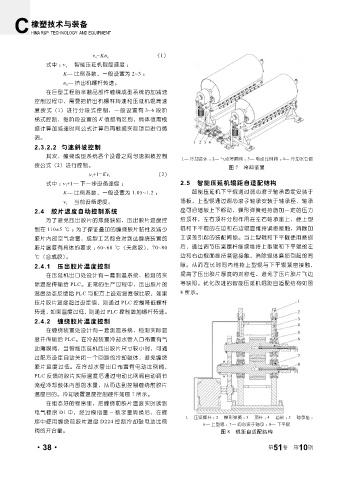
K— 比例系数,一般设置为 1.05~1.2 ; 智能压延机下平辊通过调心滚子轴承固定安装于
v i — 当前设备速度。 墙板,上型辊通过调心滚子轴承安装于轴承座,轴承
2.4 胶片温度自动控制系统 座可沿墙板上下移动,蝶形弹簧维持施加一定的压力
为了避免压出胶片的焦烧缺陷,压出胶片温度控 给顶杆,左右顶杆分别作用在左右轴承座上,使上型
制在 110±5 ℃ ;为了保证叠加的缠绕胶片黏性及减少 辊和下平辊的左边和右边辊面维持紧密接触,消除加
胶片内部空气含量,成型工艺都会对到达缠绕装置的 工误差引起的装配间隙。当上型辊和下平辊使用磨损
胶片温度有具体的要求 : 60~68 ℃(天然胶),70~80 后,通过调节压紧螺杆继续维持上型辊和下平辊的左
℃(合成胶)。 边和右边辊面维持紧密接触,消除辊体磨损引起的间
2.4.1 压出胶片温度控制 隙。从而在长时间内维持上型辊与下平辊紧密接触,
在压延机出口处设计有一套测温系统,检测的实 提高了压出胶片厚度的对称性,避免了压片胶片飞边
际温度传输给 PLC。正常的生产过程中,压出胶片的 等缺陷。优化改进的智能压延机辊距自适配结构如图
温度动态反馈给 PLC 与配方上设定温度做比较,如果 8 所示。
压片胶片温度超过设定值,则通过 PLC 控制降低螺杆
转速,如果温度过低,则通过 PLC 控制增加螺杆转速。
2.4.2 缠绕胶片温度控制
在缠绕装置处设计有一套测温系统,检测实际温
度并传输给 PLC。在冷却装置冷却水管入口布置有气
动薄膜阀,当智能压延机压出胶片尺寸较小时,可通
过配方设定自动关闭一个回路的冷却鼓体,避免缠绕
胶片温度过低。在冷却水管出口布置有电动比例阀,
PLC 反馈的胶片实际温度后通过电动比例阀自动调节
流经冷却鼓体内部的水量,从而达到控制缠绕前胶片
温度目的。冷却装置温度控制硬件如图 7 所示。
在组态好的程序里,把缠绕前胶片温度实时读到
电气程序 D1 中,经过模拟量 - 数字量转换后,在程
1— 压紧螺杆 ; 2— 蝶形弹簧 ; 3— 顶杆 ; 4— 墙板 ; 5— 轴承座 ;
序中使用缠绕前胶片温度 D224 控制冷却鼓电动比例
6— 上型辊 ; 7— 调心滚子轴承 ; 8— 下平辊
阀的开合量。 图 8 辊距自适配结构
·38· 第 51 卷 第 10 期