
Page 121 - 《橡塑技术与装备》2025年8期
P. 121
加工制造与过程控制
MANUFACTURING AND PROCESS CONTROL
图 4 两点间距离公式
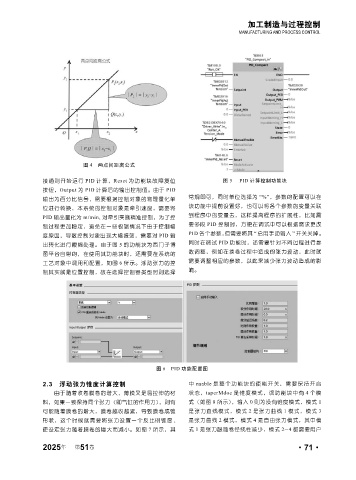
接通则开始运行 PID 计算,Reset 为功能块故障复位 图 5 PID 计算控制功能块
按钮,Output 为 PID 计算后的输出控制值。由于 PID
常规即可,同时单位选择为 “%”,参数的配置可以在
输出为百分比信号,需要根据控制对象的物理量化单
位进行转换,本系统的控制对象是牵引速度,需要将 该功能中提前设置好,也可以将各个参数的变量关联
到程序中的变量去,这样提高程序的扩展性,比如需
PID 输出量化为 m/min, 对牵引实施精准控制,为了控
要多段 PID 控制时,方便在调试中可以根据需求更改
制过程更加稳定,避免在一些极端情况下由于控制幅
度原因,导致控制对象出现大幅振荡,需要对 PID 输 PID 各个参数,但需要将其 “ 启用手动输入 ” 开关关掉。
出转化进行限幅处理。由于图 5 的功能块为西门子博 同时在调试 PID 功能时,还需要针对不同过程进行参
数调整,例如在换卷过程中造成的张力波动,此时就
图平台自带的,在使用其功能块时,还需要在系统的
需要调整相应的参数,以此来减少张力波动造成的影
工艺对象中调用和配置,如图 6 所示。浮动张力的控
制其实就是位置控制,故在选择控制器类型时则选择 响。
图 6 PID 功能配置图
2.3 浮动张力锥度计算控制 中 enable 是整个功能块的使能开关,需要保持开启
由于随着收卷膜卷的增大,薄膜又是易拉伸的材 状态,taperMdoe 是锥度模式,该功能块中有 4 个模
料,如果一致保持同个张力(即气缸的作用力),则有 式(如图 8 所示),输入 0 则为没有锥度模式,模式 1
可能随着膜卷的增大,膜卷越收越紧,导致膜卷成锥 是张力直线模式,模式 2 是张力曲线 1 模式,模式 3
形状,这个时候就需要将张力设置一个反比例锥度 , 是张力曲线 2 模式,模式 4 是自由张力模式,其中模
使设定张力随着膜卷的增大而减小。如图 7 所示,其 式 1 是张力跟随卷径线性减少,模式 2-4 都需要用户
年
2025 第 51 卷 ·71·