
Page 120 - 《橡塑技术与装备》2025年8期
P. 120
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
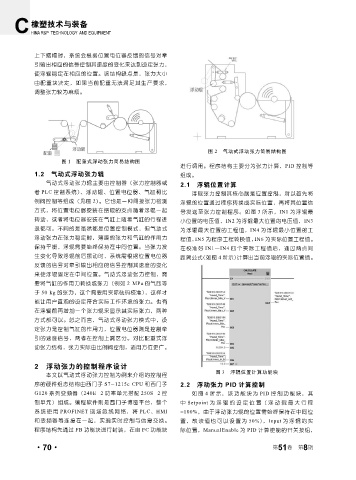
上下摆幅时,系统会根据位置电位器反馈的信号对牵
引输出相应的信号控制其速度的变化来达到设定张力,
使浮辊稳定在相应的位置。该结构缺点是,张力大小
由配重块决定,如果当前配重无法满足其生产要求,
调整张力较为麻烦。
图 2 气动式浮动张力简易结构图
图 1 配重式浮动张力简易结构图
进行调用。程序结构主要分为张力计算,PID 控制等
1.2 气动式浮动张力辊 组成。
气动式浮动张力辊主要由控制器(张力控制器或 2.1 浮辊位置计算
者 PLC 控制系统)、浮动辊、位置电位器、气缸和比 浮辊张力控制其核心就是位置控制,所以首先将
例阀控制等组成(见图 2)。它也是一种间接张力检测 浮辊的位置通过程序转换成实际位置,再将其位置信
方式,将位置电位器安装在摆辊的支点随着浮辊一起 号发送至张力控制程序。如图 3 所示,IN1 为浮辊最
转动,或者将电位器安装在气缸上随着气缸的行程进 小位置的电压值,IN2 为浮辊最大位置的电压值,IN3
退都可。不同的是虽然都是位置控制模式,但气动式 为浮辊最大位置的工程值,IN4 为浮辊最小位置的工
浮动张力在张力稳定时,薄膜的张力和气缸的作用力 程值, IN5 为程序工程转换值, IN6 为实际位置工程值。
保持平衡,浮辊需要始终保持在中间位置。当张力发 在校准好 IN1—IN4 四个实际工程值后,通过两点间
生变化导致浮辊前后摆动时,系统需根据位置电位器 距离公式(如图 4 所示)计算出当前浮辊的实际位置值。
反馈的信号对牵引输出相应的信号控制其速度的变化
来使浮辊固定在中间位置。气动式浮动张力控制,需
要将气缸的作用力转换成张力(例如 2 MPa 的气压等
于 50 kg 的张力,这个需要用实际砝码校准),这样才
能让用户直观的设定符合实际工作环境的张力。也有
在浮辊前再增加一个张力辊来显示其实际张力,两种
方式都可以。总之而言,气动式浮动张力模式中,设
定张力是控制气缸的作用力,位置电位器则是控制牵
引的速度信号,两者在控制上需区分。对比配重式浮
动张力结构,张力实际由比例阀控制,适用方位更广。
2 浮动张力的控制程序设计
图 3 浮辊位置计算功能块
本文以气动式浮动张力控制为例来介绍的控制程
序的硬件组态结构由西门子 S7-1215c CPU 和西门子 2.2 浮动张力 PID 计算控制
G120 系列变频器(240E-2 功率单元搭配 250S-2 控 如图 4 所示,该功能块为 PID 控制功能块,其
制单元)组成。编程软件则是西门子博图平台,整个 中 Setpoint 为浮辊的设定位置(浮动辊最大行程
系统使用 PROFINET 现场总线网络,将 PLC、HMI =100%,由于浮动张力辊的位置需始终保持在中间位
和变频器等连接在一起,实现实时控制与信息交换。 置, 故 该 值 也 可 以 设 置 为 50%),Input 为 浮 辊 的 实
程序结构先通过 FB 功能块进行封装,在由 FC 功能块 际位置,ManualEnable 为 PID 计算使能的开关按钮,
8
·70· 第 51 卷 第 期