
Page 75 - 《橡塑技术与装备》2025年3期
P. 75
工艺与设备
PROCESS AND EQUIPMENTS
还应该充分考虑操作便利性,提升生产效率。 不适用于此环形色条流道设计。
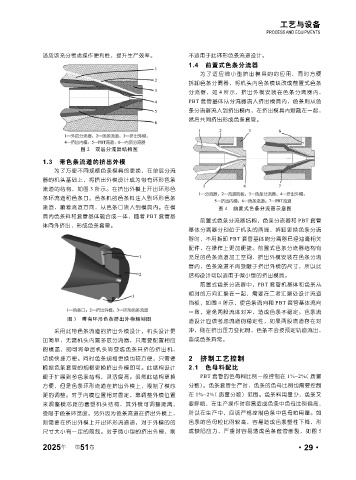
1.4 前置式色条分流器
为 了适 应 微 小型 挤 出模 具 的 的应 用, 同 时方 便
拆卸色条分离器,将机头内色条模块改成前置式色条
分流器,如 4 所示,挤出外模安装在色条分离器内,
PBT 套管基体从分流器流入挤出模具内,色条则从色
条分流器流入到挤出模内,在挤出模具内熔融在一起,
然后共同挤出形成色条套管。
图 2 双层分流器结构图
1.3 带色条流道的挤出外模
为了方便不同规格色条模具的更换,在单层分流
器的机头基础上,将挤出外模设计成为带有环形色条
流道的结构,如图 3 所示。在挤出外模上开出环形色
条环流道和色条口。色条机的色条料注入到环形色条
流道,顺着流道方向,从色条口流入到模具内。在模 图 4 前置式色条分流器示意图
具内色条料和套管基体融合成一体,随着 PBT 套管基
前置式色条分流器结构,色条分流器和 PBT 套管
体向外挤出,形成色条套管。
基体分离器分别位于机头的两端,拆卸更换色条分流
器时,不用拆卸 PBT 套管基体的分离器已经油膏相关
配件,在操作上更加便捷。前置式色条分流器结构有
充足的色条流道加工空间,挤出外模安装在色条分流
器内,色条流道不再受限于挤出外模的尺寸,所以此
结构设计可以适用于微小型的挤出模具。
前置式色条分流器中,PBT 套管机基体和色条从
相对的方向汇聚在一起,需要在二者汇聚处设计流道
挡板,如图 4 所示,使色条流向和 PBT 套管基体流向
一致,避免两股流体对冲,造成色条不稳定。色条流
图 3 带有环形色条挤出外模解刨图 道设计应该考虑流道的稳定性,如果两股流道存在对
采用此带色条流道的挤出外模设计,机头设计更 冲,则在挤出压力变化时,色条不会按预定轨迹流出,
加简单,无需机头内置多层分流器,只需要配置相应 造成色条异常。
的模盖,即可将单层机头转变成色条共挤的挤出机,
切换快捷方便。同时色条规格更换也较方便,只需要 2 挤制工艺控制
根据色条套管的规格更换挤出外模即可。此结构设计 2.1 色母料配比
便于扩展到多色条结构,灵活度高。虽然此结构更换 PBT 套管的色母料比例一般控制在 1%~2%( 质量
方便,但是色条环形流道在挤出外模上,限制了模芯 分数)。色条套管生产时,色条的色母比例也需要控制
距的调整。对于内模位置相对固定,靠调整外模位置 在 1%~2%( 质量分数)范围。色条料用量少,色条又
来调整模芯距的套塑机头结构,其外模可调整距离, 要鲜艳,在生产操作时容易造成色条中色母比例偏高,
受限于色条环宽度。另外因为色条流道在挤出外模上, 所以在生产中,应该严格控制色条中色母粒用量。如
则需要在挤出外模上开出环形流道道,对于外模的的 色条的色母粒比例较高,容易造成色条塑性下降,形
尺寸大小有一定的限制。对于微小型的挤出外模,则 成缺陷应力,严重时容易造成色条套管断裂,如图 5
2025 第 51 卷 ·29·
年