
Page 72 - 《橡塑技术与装备》2025年3期
P. 72
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
码器校准页示意图)
图 9 相机扫描成像示意图
确认相机运行状态良好后切换至 “ 相机校准 ” 页
面,如下图所示,点击 “ 校准 ” 并 “ 保存校准参数 ”,
与此同时还需要将成型机端对中执行机构的伺服轴基
准点按照相机的基准点进行统一设置,使执行机构的
基准与相机基准保持一直,全部设置完成后结束相机
基准调试工作。(图 10 参数仅供参考,参数根据各工
位测量相机而定)
图 11 编码器调试示意图
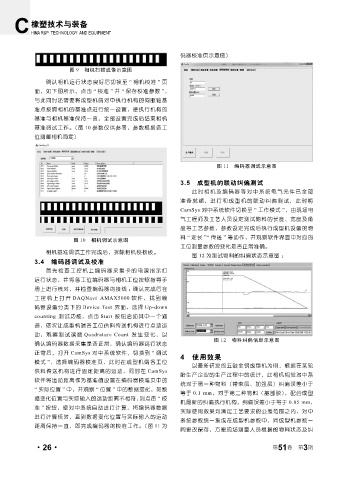
3.5 成型机的联动纠偏测试
此时相机及编码器等对中系统电气元件已全部
准备就绪,进行和成型机的联动纠偏测试,此时将
CamSys 对中系统软件切换至 “ 工作模式 ”,由现场电
气工程师及工艺人员设定测试物料的长度、宽度及角
度等工艺参数,参数设定完成后执行成型机设备的物
料 “ 定长 ”“ 传送 ” 等动作,并观察软件界面中对应的
图 10 相机调试示意图
工位测量参数的变化是否正常准确。
相机基准调试工作完成后,拆除相机校核板。
图 12 为测试物料的纠偏状态示意图 :
3.4 编码器调试及校准
首先检查工控机上编码器采集卡的电源指示灯
运行状态,并将各工位编码器与相机工位按照指导手
册上进行核对,并检查编码器的接线 ;确认完成后在
工控机上打开 DAQNavi_AMAX5000 软件,找到编
码器设备分类下的 Device Test 界面,选择 Up-down
counting 测试功能,点击 Start 按钮启动其中一个通
道,依次让成型机端各工位供料传送机构进行点动运
动, 观 察 测试 读 数 Quadrature Count 发 生 变 化,以
图 12 物料纠偏信息示意图
确认编码器数据采集是否正常,确认编码器运行状态
正常后,打开 CamSys 对中系统软件,切换到 “ 调试
4 使用效果
模式 ”,选择编码器校准页,此时在成型机端各工位
以最新研发的五鼓全钢成型机为例,根据在某轮
供料传送机构进行固定距离的运动,同时在 CamSys
胎生产企业的生产过程中的统计,此相机视觉对中系
软件将运动距离作为基准值设置在编码器校准页中的
统对于第一种物料(带束层、加强层)纠偏误差小于
“ 实际位置 ” 中,并观察 “ 位置 ” 中的数据变化,如数
等于 0.1 mm,对于第二种物料(基部胶),配合成型
据变化位置与实际输入的运动距离不相符,则点击 “ 校
机最新的纠偏执行机构,纠偏误差小于等于 0.05 mm,
准 ” 按钮,使对中系统自动进行计算,将编码器数据
实际使用效果均满足工艺要求的公差范围之内,对中
进行计算核对,直到数据变化位置与实际输入的运动
系统参数统一集成在成型机参数中,同成型机参数一
距离保持一直,即完成编码器的校准工作。(图 11 为
同更改保存,方便现场测量人员根据的物料状态及纠
3
·26· 第 51 卷 第 期