
Page 108 - 《橡塑技术与装备》2025年3期
P. 108
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
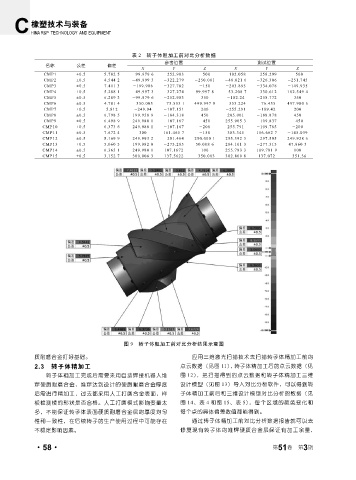
表 2 转子体粗加工前对比分析数据
参考位置 测试位置
名称 公差 偏差
X Y Z X Y Z
CMP1 ±0.5 5.782 5 -99.979 6 -252.903 -500 -102.058 -258.299 -500
CMP2 ±0.5 4.544 2 -49.999 3 -322.279 -250.001 -48.821 6 -326.306 -251.745
CMP3 ±0.5 7.411 3 -199.986 -327.782 -150 -203.895 -334.078 -149.935
CMP4 ±0.5 5.288 1 -49.997 3 -327.274 99.997 8 -53.208 7 -330.612 102.549 4
CMP5 ±0.5 6.289 3 -99.979 6 -252.903 350 -102.24 -258.772 350
CMP6 ±0.5 4.781 4 -350.003 -73.533 1 499.997 9 -353.224 -76.435 497.980 6
CMP7 ±0.5 5.812 -249.94 -107.151 200 -255.291 -109.42 200
CMP8 ±0.5 6.798 5 199.958 9 -184.318 450 205.001 -188.878 450
CMP9 ±0.5 6.498 9 249.980 1 -107.167 -450 255.905 3 -109.837 -450
CMP10 ±0.5 6.373 6 249.980 1 -107.167 -200 255.791 -109.785 -200
CMP11 ±0.5 7.672 4 300 161.465 7 -150 303.345 156.662 7 -145.039
CMP12 ±0.5 8.169 9 249.993 2 -291.464 250.000 1 255.392 3 -297.595 249.928 6
CMP13 ±0.5 5.060 5 199.982 8 -275.205 50.008 6 204.101 3 -277.315 47.960 3
CMP14 ±0.5 6.365 1 249.980 1 107.1672 100 255.783 3 109.781 9 100
CMP15 ±0.5 3.152 7 300.006 3 137.5622 -350.003 302.809 8 137.072 -351.36
图 9 转子体粗加工前对比分析结果示意图
质耐磨合金打好基础。 应用三维激光扫描技术去扫描转子体精加工前的
2.3 转子体精加工 点云数据(见图 11),转子体精加工后的点云数据(见
转子体粗加工完成后需要采用自动焊接机器人堆 图 12),把扫描得到的点云数据和转子体精加工三维
焊硬质耐磨合金,堆焊达到设计的硬质耐磨合金厚度 设计模型(见图 13)导入对比分析软件,可以得到转
后需进行精加工,过去都采用人工打磨合金表面,样 子体精加工前后和三维设计模型对比分析的数据(见
板检测棱的形状是否合格。人工打磨模式影响变量太 图 14、表 4 和图 15、表 5),每个区域的颜色变化和
多,不能保证转子体表面硬质耐磨合金层的厚度均匀 每个点的具体偏差数值都能得到。
性和一致性,在后续转子的生产使用过程中可能存在 通过转子体精加工前对比分析数据报告就可以去
不稳定影响因素。 修复现有转子体的堆焊硬质合金层保证有加工余量,
3
·58· 第 51 卷 第 期