
Page 106 - 《橡塑技术与装备》2025年3期
P. 106
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
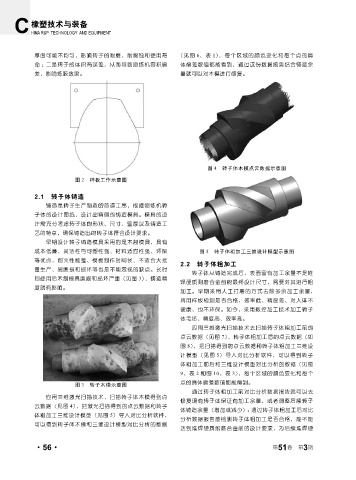
厚度可能不均匀,影响转子的耐磨、耐腐蚀和使用寿 (见图 6、表 1),每个区域的颜色变化和每个点的具
命 ;二是转子的体积有误差,从而导致密炼机容积偏 体偏差数值都能看到,通过这份数据报告结合铸造余
差,影响炼胶效果。 量就可以对木模进行修复。
图 4 转子体木模点云数据示意图
图 2 样板工作示意图
2.1 转子体铸造
铸造是转子生产制造的首道工序,根据密炼机转
子体的设计图纸,设计出精确的铸造模具。模具的设
计需充分考虑转子体的形状、尺寸、壁厚以及铸造工
艺的特点,确保铸造出的转子体符合设计要求。
早期设计转子铸造模具采用的是木制模具,具有
成本低廉、灵活性与可塑性强、材料适应性强、环保 图 5 转子体粗加工三维设计模型示意图
等优点,耐火性能差、模板制作时间长、不适合大批
2.2 转子体粗加工
量生产、易磨损和损坏等也是不能忽视的缺点。长时
转子体从铸造完成后,表面留有加工余量不是堆
间使用后木制模具磨损和损坏严重(见图 3),铸造精
焊硬质耐磨合金前的最终设计尺寸,需要对其进行粗
度就有影响。
加工。早期采用人工打磨的方式去除多余加工余量,
再用样板检测是否合格,效率低、精度差、对人体不
健康、也不环保。如今,采用数控加工技术加工转子
体毛坯,精度高、效率高。
应用三维激光扫描技术去扫描转子体粗加工前的
点云数据(见图 7),转子体粗加工后的点云数据(如
图 8),把扫描得到的点云数据和转子体粗加工三维设
计模型(见图 5)导入对比分析软件,可以得到转子
体粗加工前后和三维设计模型对比分析的数据(见图
9、表 2 和图 10、表 3),每个区域的颜色变化和每个
点的具体偏差数值都能得到。
图 3 转子木模示意图
通过转子体粗加工前对比分析数据报告就可以去
应用三维激光扫描技术,扫描转子体木模得到点
修复现有转子体保证有加工余量,或者调整后续转子
云数据(见图 4),把激光扫描得到的点云数据和转子
体铸造余量(增加或减少);通过转子体粗加工后对比
体粗加工三维设计模型(见图 5)导入对比分析软件,
分析数据报告能检测转子体粗加工是否合格,能不能
可以得到转子体木模和三维设计模型对比分析的数据
达到堆焊硬质耐磨合金前的设计要求,为后续堆焊硬
3
·56· 第 51 卷 第 期