
Page 122 - 《橡塑技术与装备》2025年2期
P. 122
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
式中,下标 f、s 分别为流体、固体; n 为法向矢量。 承压能力要求较高。而当反应条件处于高温的极端恶
劣条件下,导热油以其效率高、沸点高、散热快、热
2 热流固耦合分析 稳定性好等优点,被工业生产装置广泛地使用。因此,
图 4 为求解流程图,各个模块进行连接以实现数 使用工业导热油可以减少设备的投资,提高生产效率。
据单项传递,进而完成耦合分析。 本文根据具体实际工况选用 350 号导热油,其属性见
表 2。
表 2 350 号导热油的物理性能
比热容 密度 /(kg.cm ) 热导率 黏度 /kg(m·s) -1
-3
/J·(g·k) -1 /w·(m·k) -1
2 880 900 0.521 0.036
图 4 热流固耦合求解流程图
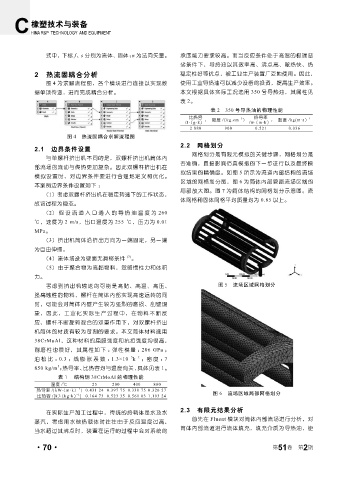
2.1 边界条件设置 2.2 网格划分
网格划分是有限元模拟的关键步骤,网格划分是
与单螺杆挤出机不同的是,双螺杆挤出机筒体内
否准确,直接影响仿真模拟的下一步进行以及最终模
部流场的流动与传热更加复杂。因此双螺杆挤出机在
拟结果的精确度。如图 5 所示为流道内部结构的流场
模拟设置时,对边界条件要进行合理地定义和优化。
区域的网格划分图,图 6 为筒体内部管路流场区域的
本案例边界条件设置如下 :
局部放大图。图 7 为筒体结构的网格划分示意图。流
(1)考虑双螺杆挤出机在稳定转速下的工作状态,
体网格和固体网格平均质量均为 0.85 以上。
故该过程为稳态。
(2)假 设流道入 口通入的 导热油 温度为 260
℃,速度为 2 m/s,出口温度为 255 ℃,压力为 0.01
MPa。
(3)挤出机筒体沿挤出方向为一端固定,另一端
为自由伸缩。
(4)流体域设为壁面无滑移条件 [7] 。
(5)由于聚合物为高黏物料,忽略惯性力和体积
力。
考虑到挤出机输送的可能是高黏、高温、高压、 图 5 流场区域网格划分
强腐蚀性的物料,螺杆在筒体内部实现高速运转的同
时,可能会对筒体内壁产生较为强烈的磨损、刮壁现
象,因此,工业化实际生产过程中,在物料不断反
应、螺杆不断旋转混合的双重作用下,对双螺杆挤出
机筒体的材质有较为苛刻的要求。本文筒体材料选用
38CrMoAl,这种材料的屈服强度和抗拉强度均很高,
耐磨性也很好,其属性如下 :弹性模量 : 206 GPa ;
-5
泊松比 : 0.3 ;线膨胀系数 : 1.3×10 k -1 ;密 度 : 7
3
850 kg/m ;热导率、比热容均与温度有关,具体见表 1。
表1 结构钢 38CrMoAl 的物理性能
温度 /℃ 25 200 400 800
.
热导率 /[kW (m·k) ] 0.431 24 0.397 75 0.330 75 0.326 57
-1
.
-1
比热容 /[kJ (kg·k) ] 0.164 73 0.523 35 0.561 03 1.193 24 图 6 流场区域局部网格划分
2.3 有限元结果分析
在实际生产加工过程中,传统的热载体是水及水
首先在 Fluent 模块对筒体内部流场进行分析,对
蒸汽,考虑用水做热载体时往往由于反应温度过高,
筒体内部流道进行流体填充,填充介质为导热油,使
当水超过其沸点时,装置在运行的过程中会对系统的
2
·70· 第 51 卷 第 期