
Page 121 - 《橡塑技术与装备》2024年4期
P. 121
设备管理与维护 吕宝垒·数控机床电主轴的检测与维护
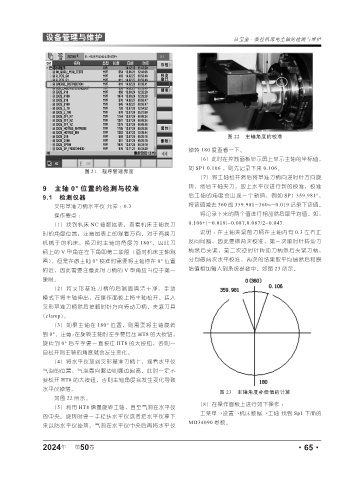
图 22 主轴角度的校准
掉转 180 度查看一下。
(6)此时在控制面板显示屏上显示主轴的坐标值,
如 SP1 0.106 ,则先记录下来 0.106。
图 21 程序管理界面
(7)将主轴松开然后将基准刀柄向逆时针方向旋
9 主轴 0° 位置的检测与校准 转,然后主轴夹刀,放上水平仪进行新的校准,校准
9.1 检测仪器 后主轴的角度会出现一个新值,例如 SP1 359.981°,
叉形基准刀柄水平仪 允差 : 0.3 将该值减去 360 即 359.981-360=-0.019 记录下该值。
操作要点 : 将记录下来的两个值进行相加然后取平均值,如:
(1)找到机床 NC 轴数据表,查看机床主轴换刀 0.106+(-0.019)=0.087,0.087/2=0.043.
时的角度位置,注意图表上的观看方向。对于有换刀 说明 :在主轴夹紧前刀柄在主轴内有 0.3 左右正
机械手的机床,换刀时主轴的角度为 180°,因此刀 反向间隙,因此要做两次校准,第一次顺时针转动刀
柄上的 V 型角在左下角即第三象限(面对机床主轴观 柄然后夹紧,第二次逆时针转动刀柄然后夹紧刀柄,
看)。但是在做主轴 0° 校准时需要将主轴停在 0° 位置 分别做两次水平校准,两次的结果取平均值然后和原
附近,因此需要注意此时刀柄的 V 型角应当位于第一 始值相加输入到系统参数中。如图 23 所示。
象限。
(2)将叉形基准刀柄的后端面清洁干净,手动
模式下将主轴伸出,在操作面板上将主轴松开,装入
叉形基准刀柄然后按顺时针方向转动刀柄,夹紧刀具
(clamp)。
(3)如果主轴在 180° 位置,则需要将主轴旋转
到 0°。注意:在旋转主轴时左手要轻压 HT8 的大按钮,
旋转到 0° 后左手要一直按住 HT8 的大按钮,否则一
旦松开则主轴的角度就会发生变化。
(4)将水平仪放到叉形基准刀柄上,观看水平仪
气泡的位置,气泡靠向哪边则哪边偏高。此时一定不
要松开 HT8 的大按钮,否则主轴角度会发生变化导致
水平仪掉落。
图 23 主轴角度补偿值的计算
如图 22 所示。
(8)在操作面板上进行如下操作 :
(5)利用 HT8 增量旋转主轴,直至气泡在水平仪
主菜单→设置→机床数据→主轴 找到 Sp1 下面的
的中央。旋转时要一手轻扶水平仪或者把水平仪拿下
MD34090 参数。
来以防水平仪掉落。气泡在水平仪中央后再将水平仪
2024 第 50 卷 ·65·
年