
Page 120 - 《橡塑技术与装备》2024年4期
P. 120
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
(4)根据刚才检测的结果判断好调整方向,然后 的上平面上并置零(千分表位置最好和一个主轴的位
拧动主轴调整框上面的调节螺栓即可进行调整了。调 置相对应),移动 X 轴进行检测,从千分表的示值上
整时注意观察千分表示值的变化,一般而言调整量为 即可知道两个主轴之间的高低差。允差为 0.015 mm。
实际测量值的 3 倍,如检测结果为 +0.01 mm,则调 (5)如果超差,则需要修磨 X 轴导轨滑块上的调
整量为 0.03 mm。 整垫片。
(5)调整好后将螺栓按力矩拧紧,然后再次进行
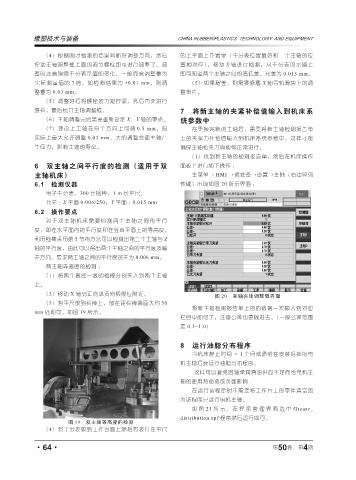
复检,最后松开主轴调整框。 7 将新主轴的夹紧补偿值输入到机床系
(6)主轴调整完后需要重新设定 X、Y 轴的零点。 统参数中
(7)理论上主轴在每个方向上可调 0.5 mm,但 在更换完新的主轴后,需要将新主轴检测报告单
实际上最大允许调整 0.03 mm,大的调整会使主轴产 上的夹紧力补偿值输入到机床系统参数中,这样才能
生应力,影响主轴的寿命。 确保主轴松夹刀具能够正常进行。
(1)找到新主轴的检测报告单,然后在机床操作
6 双主轴之间平行度的检测(适用于双 面板上进行如下操作 :
主轴机床) 主菜单→ HMI →预准备→设置→主轴(右边竖列
6.1 检测仪器 软键)出现如图 20 所示界面 :
电子千分表,300 长检棒,1 m 长平尺。
允差 : X 平面 0.006/250,Y 平面 : 0.015 mm
6.2 操作要点
对于双主轴机床需要检测两个主轴之间的平行
度,即在水平面内的平行度和在竖直平面上的等高度。
利用检棒采用第 5 节的方法可以检测出第二个主轴与 Z
轴的平行度,由此可以得出两个主轴之间的平行度及偏
差方向。要求两主轴之间的平行度误差为 0.006 mm。
两主轴等高度的检测 :
(1)将两个直径一致的检棒分别夹入到两个主轴
上。
(2)移动 X 轴到正向或负向极限位附近。 图 20 主轴夹钳调整值界面
(3)将平尺放到检棒上,放在距检棒端面大约 50
将新主轴检测报告单上的的数据一次输入到对应
mm 处即可。如图 19 所示。
栏目中即可了,注意公差也要输进去。(一般公差范围
是 0.3~1.0)
8 运行油脂分布程序
当机床静止时间 > 1 个月或通常在安装好新的电
机主轴后要运行油脂分布程序。
这样可以避免因轴承润滑油供应不足而给电机主
轴的使用寿命造成负面影响 .
在运行该程序时不需要将工作台上的零件清空因
为该程序只运行电机主轴。
如图 21 所示,在程序管理界面选中 Grease_
distribution.spf 程序然后运行即可。
图 19 双主轴等高度的检测
(4)将千分表吸到工作台面上然后将表打在平尺
4
·64· 第 50 卷 第 期