
Page 125 - 《橡塑技术与装备》2024年4期
P. 125
工业自动化 张钧奎 等·检测装置在钢丝帘布裁断机的应用研究
图 2 裁断机工艺流程图
2 检测装置分类和应用情况 情况就可能导致帘布的裁切宽度超出生产工艺中所允
检测装置一般包括帘布接头情况检测、帘布表面 许的误差。为了有效的规避此类情况,一般会在拼接、
检测和接头处搭接检测。帘布接头情况检测一般包括 卸料后进行宽度检测并对超出误差的帘布进行处理。
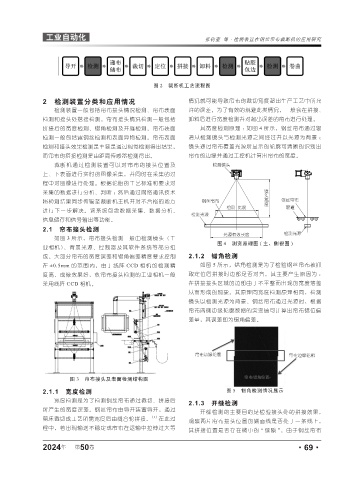
拼接后的宽度检测、错角检测及开缝检测。帘布表面 其宽度检测原理 :如图 4 所示,钢丝帘布通过辊
检测一般包括露钢丝检测和表面异物检测。帘布表面 道从检测镜头与检测光源之间经过并以光源为背景 ;
检测和接头效果检测是主要是通过视觉检测得出结果, 镜头通过帘布覆盖光源所显示的轮廓可清晰的识别出
而帘布的搭接检测是由距离传感器检测得出。 帘布的边缘并通过工控机计算出帘布的宽度。
裁断机通过检测装置可以对帘布的接头位置及
上、下表面进行实时的图像采集,并同时在采集的过
程中对图像进行处理。根据轮胎的工艺标准和要求对
采集的数据进行分析、判断 ;然后通过网络通讯技术
将检测结果同步传输至裁断机主机并对不合格的地方
进行下一步解决。该系统包含数据采集、数据分析、
信息储存和信号输出等功能。
2.1 帘布接头检测
如图 3 所示,帘布接头检测一般由检测镜头(工
图 4 测宽原理图 ( 主、侧视图 )
业相机)、背景光源、控制器及其软件系统等部分组
成。大部分帘布的宽度误差和错角偏差精度要求控制 2.1.2 错角检测
在 ±0.5mm 的范围内,由于线阵 CCD 相机的检测精 如图 5 所示,错角检测是为了检验钢丝帘布被抓
度高、成像效果好,故帘布接头检测的工业相机一般 取定位后拼接时边部是否对齐。其主要产生原因为 :
采用线阵 CCD 相机。 在拼接接头区域的边部由于不平整而出现的宽度落差
从而形成的现象。其原理同宽度检测原理相同,检测
镜头以检测光源为背景、钢丝帘布通过光源时,根据
帘布两侧边缘轮廓数据的突变值可计算出帘布错位偏
差量,其误差即为错角偏差。
图 3 帘布接头及表面检测结构图
2.1.1 宽度检测 图 5 错角检测情况显示
宽度检测是为了检测钢丝帘布通过裁切、拼接后
2.1.3 开缝检测
所产生的宽度误差。钢丝帘布由导开装置导开,通过 开缝检测的主要目的是检验接头处的拼接效果,
剪床裁切成工艺所需宽度后由缝合轮拼接。 [1] 在此过
观察两片帘布接头位置的端面线是否处于一条线上,
程中,若出现输送不稳定或帘布在运输中拉伸过大等
其拼接位置是否存在微小的 “ 缝隙 ”。由于钢丝帘布
年
2024 第 50 卷 ·69·