
Page 112 - 《橡塑技术与装备》2026年4期
P. 112
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
的精度,我们在供料单元上及贴合单元上设计了被动 丝圈脱落的风险。
及主动纠偏单元,保证胶条缠绕过程中的位置精度。
同时对胶条的头尾进行二次测量补偿,补偿接头搭接
长度(图 6、图 7 为立贴和卧贴成品胎圈对比)。另外
为减少更换不同规格钢圈的生产切换时间,设计了鼓
径自动调节功能。切换规格时通过配方参数化切换自
动调节鼓的尺寸,同时自动调节供料单元及鼓的位置,
使得规格切换时间缩短到 5 mm 以内。
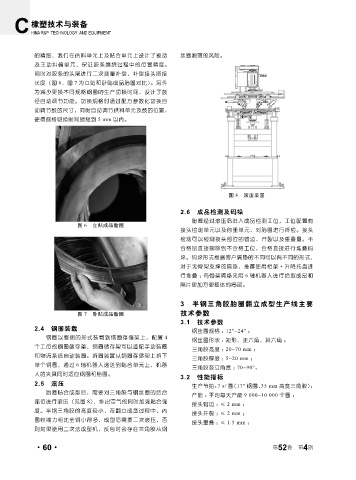
图 8 滚压装置
2.6 成品检测及码垛
胎圈经过滚压后进入成品检测工位,工位配置有
图 6 立贴成品胎圈
接头检测单元以及称重单元,对胎圈进行终检。接头
检测可以检测接头部位的错边、开裂以及重叠量。不
合格品直接剔除到不合格工位,合格直接进行堆叠码
垛。码垛形式根据客户隔垫的不同可以有不同的形式,
对于无骨架支撑的隔垫,推荐使用桁架 + 升降托盘进
行堆叠 ;有骨架隔垫采用 6 轴机器人进行拾取成品和
隔片更加方便整体的局部。
3 半钢三角胶胎圈翻立成型生产线主要
图 7 卧贴成品胎圈 技术参数
3.1 技术参数
2.4 钢圈装载 钢丝圈规格 : 12"~24" ;
钢圈以整捆的形式装载到钢圈存储架上,配置 4
钢丝圈形状 :矩形、正六角、斜六角 ;
个工位的钢圈储存架,钢圈储存架可以适配手动装圈
三角胶高度 : 20~70 mm ;
和物流系统自动装圈。拆圈装置从钢圈存储架上拆下
三角胶厚度 : 5~20 mm ;
单个钢圈,通过 6 轴机器人递送到贴合单元上,机器
三角胶竖立角度 : 70~90°。
人的夹具同时适应钢圈和胎圈。
3.2 性能指标
2.5 滚压 生产节拍: 7 s/ 圈(17" 钢圈, 35 mm 高度三角胶);
胎圈贴合成型后,需要对三角胶与钢丝圈的结合
产能 :平均每天产能 9 000~10 000 个圈 ;
部位进行滚压(见图 8),排出空气的同时加强贴合强
接头错边 :≤ 2 mm ;
度。半钢三角胶的高度较小,在翻立成型过程中,内
接头开裂 :≤ 2 mm ;
圈收缩力相比全钢小得多,成型后需要二次滚压,否
接头重叠 :≤ 1.5 mm ;
则如果使用二次法成型机,反包时会存在三角胶从钢
4
·60· 第 52 卷 第 期